A tetőfedő vas talán a legolcsóbb módja az ereszcsatorna rendszer elrendezésének és a tetőgerincek védelmének. Az alkatrészek olyan változatosak és olyan egyediek lehetnek, hogy gyakran helyben készülnek. Mi szükséges ehhez, milyen készségek és felszerelések, ma elmondjuk.

Hogyan hajlítsuk meg a fémet
A tetőfedő elemek általában el vannak rejtve a járókelők szeme elől, és nem támasztják őket követelésekkel a dekoratív rész tekintetében. Ez lehetővé teszi az alkatrészek manuális gyártását sablonok segítségével, de folyamatosan be kell állítani a terméket egy kalapáccsal.

Ez nem a legjobb megközelítés: a hajtási vonalak és a teljes termék egésze hullámos, és az egyik alkatrészen végzett munka sokáig tarthat. A darabos termékeknél ez teljesen elviselhető, de ha az egész házat le kell üríteni, akkor a szükséges felszereléseket és berendezési tárgyakat a rendelkezésére kell bocsátani.
Ma a lemezhajlítók saját szegmensüket foglalják el a professzionális szerszámpiacon, és mindenhol elérhetőek. Áruk meglehetősen magas, de csak saját, bevált berendezéseinkkel lehet kiváló minőségű alkatrészeket készíteni. Hajlítógép bérlése is lehetséges, de a gazdát cserélő gép nem rendelkezik a kellő pontossággal és megbízhatósággal.
Horganyzott és polimer bevonatú: mi a különbség?
A legtöbb modern gépnél nem mindegy, hogy milyen típusú fémlemezt hajlít. De vannak nehézségek a polimer kompozícióval bevont fémmel végzett munka során. A galvanizálással könnyebb, mert a védőrétege jobban ellenáll a kopásnak és a sérüléseknek. Ezért semmi sem akadályozza meg a horganyzott acélt abban, hogy ütésekkel meghajoljon vagy rozsdás sablonon mászkáljon - a lényeg az, hogy ne legyenek mély karcolások.

A speciális festékbevonat mechanikai szilárdsága kisebb, vékonyabb és viszonylag könnyen lefejthető. Nem lenne a legjobb megoldás a polimer hengerelt termékek hajlítása régi hajlítógépeken, amelyek tekercshibái, forgógerendák vagy laza zsanérok vannak, és még inkább, az ilyen fémeket nem szabad kalapáccsal megmunkálni. Ugyanúgy, ahogyan nem szabad olyan improvizált eszközöket használni, amelyek károsíthatják a korróziógátló fóliát.
Az első egyszerű termék
Kezdésként készítsük el a legegyszerűbb tetőfedő elemet - egy korcsolyát. Annak érdekében, hogy ezt követően egyenletesen és szorosan feküdjön a tetőn, először határozza meg a forgásszöget egy hosszú vékony sín rögzítésével az egyik lejtőhöz.
A gerincpolcok szélessége 15-30 cm, kétszer olyan szélességű csíkra lesz szüksége, mindkét oldalon 10 mm-es ráhagyással. Ez az él 2-3 mm tűréssel egyenetlen lehet, így nincs szükség egyenes vágásra. Jelöljön ki három hosszanti vonalat: a gerinc közepét és mindkét szélét. Fektesse a csíkot a közepével az asztal szélére, és nyomja meg egy rúddal két bilincs alatt a jelölési vonal mentén.

Alulról a lap kiálló széle alá lapos deszkát kell tenni, és a polcot felfelé kell hajlítani, betartva a ± 10º-os forgásszöget. Most a munkadarabot el kell engedni és vissza kell mozgatni úgy, hogy az éljelölő vonal pontosan a rúd szélére essen. Újra leszorítjuk a munkadarabot és jól meghúzzuk a bilincseket, majd kalapáccsal áthaladunk a szélén, merőlegesen felfelé tekerve.
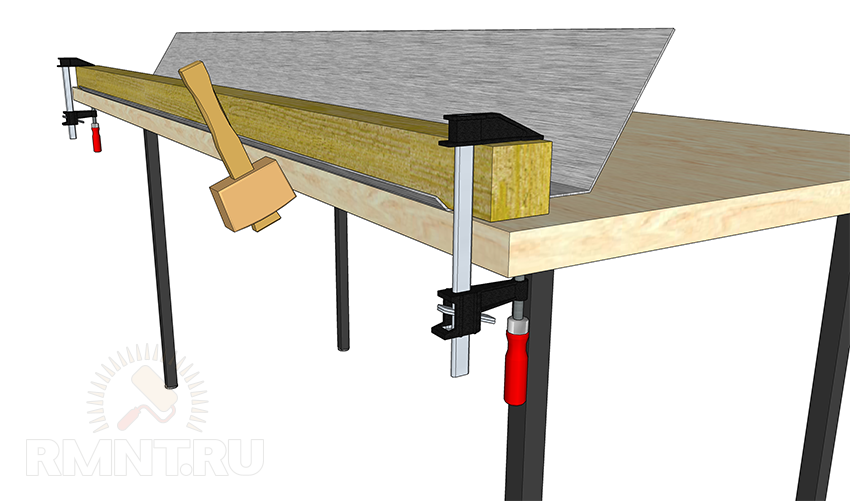
Az élek megmunkálása szükséges a gerinc profiljának merevítéséhez. Gyártásukhoz egy rúdon keresztül préselt sínvonalat is használhat: a rúd ék alakú vége lehetővé teszi, hogy az élt 90º-nál jobban meghajlítsa. Mindkét él előzetes meghajlítása után fa talpfára kell fektetni és kalapáccsal le kell verni, simítva a hajlatot. Sok laphajlítóban ezt a műveletet a görgős hajlító kocsijának egy menetében hajtják végre.

A szél kézzel történő megmunkálásakor sorban haladjon az egyik éltől a másikig, majd kézzel egyenlítse ki a vizuális egyenetlenségeket. Már ebben a szakaszban gondolkozhat a részleges gépesítésen és egy primitív szerszámgép létrehozásán. Például, ha a hajlítórúd fémből vagy keményfából készül, és kéttengelyes zsanérokra van rögzítve, a feldolgozás gyorsabban és tisztábban megy végbe.

Kézzel készített: hogyan kell meghajlítani egy ereszcsatorna szegmenst
A rádiuszprofilú alkatrészek ónból történő gyártásához előzetesen sablont kell készíteni, nem reális az ilyen munkát „térden” végezni.
Vegyünk egy hüvelykes csövet, és hegessünk két merevítőrudat a végeire meghajtó fogantyúként. A cső varrata mentén csiszolóval vágjunk be, majd csiszolópapírral jól dolgozzuk át a széleket, akár egy szilikon tömlőt is lazán ketté ragaszthatunk.
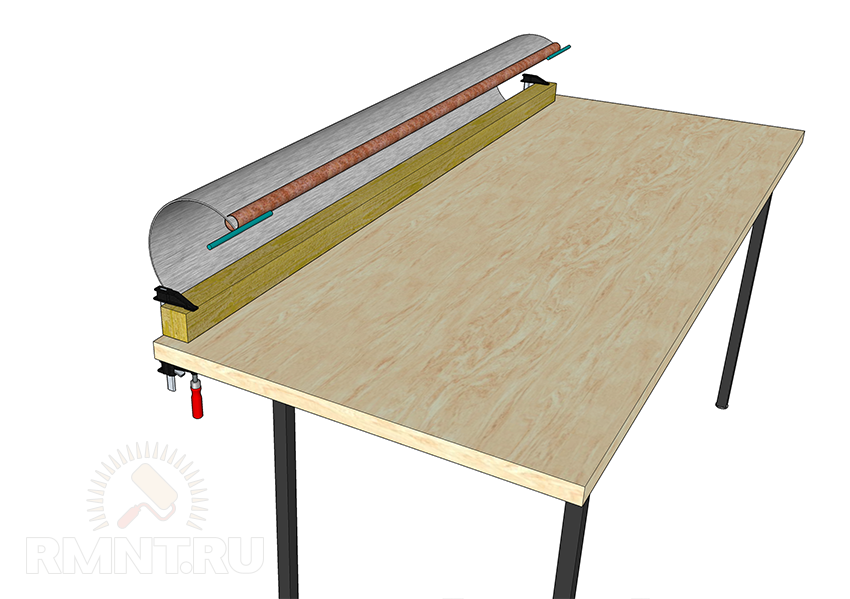
Rögzítsen egy tetőfedő vascsíkot az asztal szélére, csúsztassa a végét a vágásba, és forgassa el a csövet 360°-kal úgy, hogy a csavarás közepén lévő „egyenes” fül párhuzamos legyen a lap többi részével.
Tálcát formázhat rack csőhajlítóval, vagy használhat laza 200 mm-es csövet. A munkadarab egyenletes szélét 90°-ban meghajlítjuk, oldalát a cső falával az asztalhoz nyomjuk, és kalapáccsal kiegyenesítjük a vasat. A csavart élt kézzel hozzuk, kissé meghajlítva az íven belül. Kivesszük a munkadarabot a sablonból, és megnyomjuk a téglalap alakú hajtást.

Az ilyen dagály 1–1,5 méteres szegmensekben készíthető, amelyeket azután a telepítés helyén könnyen összeillesztenek, és vágóval rögzítenek. A két merevítő borda jelenléte nem teszi lehetővé, hogy a tálca meghajoljon a rögzítőelemek között a jég súlya alatt, és a rejtett horony emellett megerősíti a speciális alakú horgokon lévő lefolyót.

Hogyan tekerjünk egy lapot csőbe
Mi van akkor, ha még bonyolultabb elemeket szeretnénk előállítani: fogadó tölcséreket és csöveket? Természetesen eleinte jobb a szegmenseken gyakorolni, de egyébként ezek a készségek teljesen érthetőek.
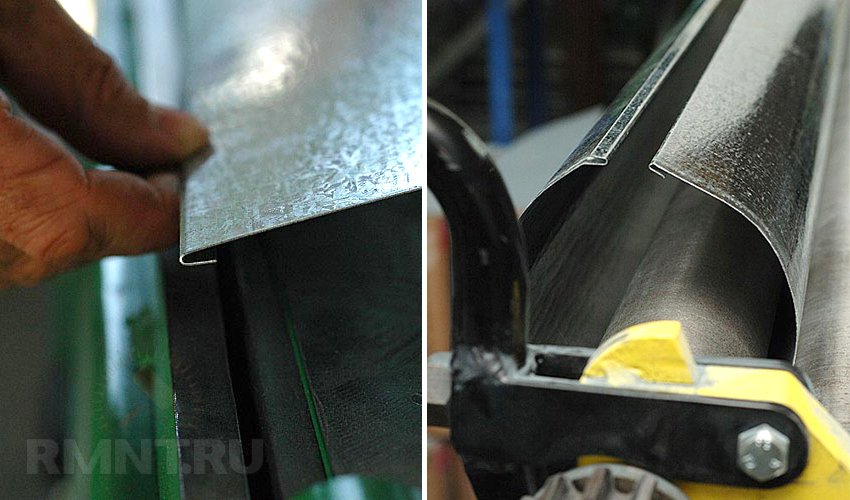
A zárt felületű termékek, mint a csövek, tartályok és tölcsérek úgynevezett varratkötésekre kerülnek összeszerelésre. A hajtás az egyszerűség kedvéért egy zár, amellyel a széleket elég erősen és még hermetikusan is összekötheti. A szokásos (egyszeres) hajtás a szélén két hajtásos hajtásként készül. A csatlakozás különböző oldalain a hajtások az ellenkező irányba vannak irányítva.

Az ejtőcsövekhez általában 4-10 mm hajtásszélességű hajtásokat készítenek. A szalag széleit egy acélsarkon leverik, majd a lapot összehajtják, a hajtásokat egymásba zárják és kalapáccsal szorosan összenyomják, amikor a csövet a tüskére teszik.
A csövek gyártásának egyetlen nehézsége van - az egymáshoz való csatlakozás lehetőségének biztosítása. Ezért a lap megcsavarása előtt a rövid szélét egy kis küszöbű platformra kell helyezni úgy, hogy a cső egyik vége néhány milliméterrel elvékonyodik. A csövek hajtásokra is csatlakoztathatók, de nem rögzíthetők így: a lefolyó egy nagy részét alul szerelik össze, majd szerelvényként szerelik össze.
Természetesen a hajlítóberendezés-gyártók e tekintetben kínálnak valamit. A zárak gyártásához összecsukható kocsik vannak, és a fémet egy hosszanti görgős hajlítógépen csőbe hengerelik. A szélen történő vékonyításhoz gyöngyfűző gépek vagy különálló tekercspárok is használhatók.
Tölcsér technológia
Ha megérti, hogy szinte minden bádogterméknek a varratkötés a lényege, szabad utat engedhet fantáziájának, és több egyszerűbbből is összeállíthat összetett terméket. Példa erre mindenféle tölcsér, póló és sarokhajlítás.

A tölcsér két rövid, nagyobb és kisebb átmérőjű csődarabból áll. Úgy vannak összeszerelve, mint a közönséges csövek, csak a szélük 8-12 mm-rel kifelé nyúlik. Ezt követően ezeket a hajlított oldalakat a hajtások további gyártására használják, vagy ha a tömítettségre nincs panasz, a kemény éleket meghajlítják és vágóeszközzel rögzítik.
A különböző termékek szegecselési technikája jelentősen eltérhet, de a valóságban ez nem annyira fontos, mint a minta helyes megrajzolása. Minden üres darabot csak a sablon szerint szabad vágni. Például a tölcsér középső részén - egy csonka kúp - a minta a gyűrű egy szegmense, ahol a belső ív hosszát a lefolyó átmérője, a külső ív hosszát pedig a lefolyó átmérője határozza meg. fogadó aljzat.

Sajnos az ilyen termékek gyártására szolgáló berendezések nagyon szűk szakterülettel rendelkeznek, ezért nem állnak rendelkezésre mind a magas ár, mind az alacsony elterjedtség miatt. Azonban minden bádogból és fémlemezből készült termék, legyen az vödör, tank vagy közönséges korcsolya, kézzel is elkészíthető, a gépek csak bizonyos műveleteket könnyítenek meg.

