A csővezetékek (acél) hegesztéséhez többféle módja van. A frekvenciaváltók megjelenése azonban minden irányba nyomott, és a csövek hegesztését a mindennapi életben ez az eszköz végzi. Először is a hegesztési folyamat egyszerűsége, másrészt a hozzáférhetőség és a magas biztonság. Sőt, a csövek hegesztési technológiája nem túl bonyolult, főleg a szükséges fogyóeszközök megfelelő előkészítése és kiválasztása.

A hegesztési folyamat az előkészítéssel kezdődik. Először is szükséges, hogy a csöveket hegessék. Két kiválasztási kritérium létezik: az az anyag, amelyből a fém rúd készül, és a bevonat az a rúdot borító anyag.
A fémcsövek hegesztéséhez olvasztó és nem olvadó elektródokat használnak. Az elsőben a mag megolvad, a másodikban a nem. A második esetben kiegészítő anyagot - adalékanyagot - használnak, amely önmagával megtölti a hegesztést. A gyakorlat azt mutatja, hogy manapság a háztartási körülmények között a csövek hegesztését fogyó elektródákkal gyakrabban használják. Csak azért, mert ez a módszer egyszerűbb.
Most, az elektródák bevonatát illetően. Számos helyzetben különféle anyagokat használnak védőfelület kialakítására.
- Acid.
- Rutilsav.
- Cellulóz.
- Rutil cellulóz.
- A legfontosabbak.
Mindegyik helyzetnek megvannak a maga előnyei és hátrányai, ezért választáskor figyelembe kell venni a csővezetékek hegesztési körülményeit. De közöttük van egy univerzális lehetőség - ezek alapvető bevonatú elektródák. Az elektródák olyan márkái, mint az SSSI, OZS, VI, EA, NIAT, OZSh és más kevésbé ismertek tartoznak ebbe a kategóriába. Ajánlott, hogy kezdő hegesztők hegesszenek csöveket UONI elektródákkal.
Mielőtt két csövet hegesztene, meg kell értenie, hogy több is van.
- amikor két cső egymással szemben helyezkedik el.
- Átfedéssel két különböző átmérőjű vagy azonos átmérőjű cső van összekötve, csak a csövek egyikét nyújtják meg, vagyis átmérőjét mechanikusan növelik.
- T-csukló, amikor két csővezeték merőleges síkokban van összekapcsolva.
- Szögcsatlakozás, ha az illesztést 90 ° -nál kisebb szögben hozzák létre.
By the way, az első lehetőség nagyon egyszerűnek tűnik. De abban rejlik magának a folyamatnak a bonyolultsága. Először is, jobb, ha egy ilyen varratot alsó helyzetben főzünk, ez az, amikor az elektródot a csatlakozás felső részétől tápláljuk. Másodszor, a fém teljes falvastagságában forralható.
És még néhány hasznos tipp.
- Csövek és márkák tompahegesztéséhez a legjobb 2-3 mm átmérőjű elektródákat használni.
- A hegesztési mód, azaz a beépített áram értékének 80-100 amperes tartományban kell lennie. Hegesztéskor az áramot 120 A-ra kell növelni.
- A hegesztés kitöltésének olyannak kell lennie, hogy a fém 2-3 mm-rel a cső síkja fölé emelkedjen.
- (négyzet) pontonkénti előállítása. Vagyis először egy kis részt hegesztenek az egyik oldalra, aztán a másik oldalra, aztán a szomszédos részre, majd az ellenkező szomszédosra. Ezután a kötés teljesen hegesztett. A cél az, hogy megakadályozzuk a cső elhajlását a hevítés során.
Mielőtt csöveket főzne elektromos hegesztéssel, elő kell készíteni. Ez elsősorban a széleket érinti. Itt van a sorrend, hogyan kell ezt megtenni.
- A geometriai méreteket ellenőrizzük a csővezetékek beszerelésének való megfelelés szempontjából. A különböző falvastagságú csövek dokkolhatók, ami vezethet, hogy egy vastag cső nem hatol be, vagy egy vékonyon át nem ég.
- A csővezeték összefüggésében kereknek kell lennie, és nem lehet ovális vagy más alakú. Ez egyszerűen biztosítja a hegesztett illesztés minőségét, és egyszerűsíti magát a folyamatot.
- A csőfalaknak hibátlannak kell lenniük: repedések, gyűrődések, meghosszabbítások stb.
- A vágásnak egyenesnek (90 °) kell lennie.
- A széleket fémes fényességgel védik (ecsettel, csiszolókendővel). A megtisztított terület hossza legalább 1 cm-re van a széltől.
- Az olaj- és zsírfoltokat, a festéket eltávolítják, a végeket minden oldószerrel zsírtalanítani kell.
És bár az SSSI elektródák nem szeszélyesek, azaz akár rozsdás alkatrészeket is elő lehet készíteni segítségükkel, bármilyen fémhiba befolyásolja a varrás minőségét. Ezért érdemes egy kis időt igénybe venni a csővezeték széleinek előkészítésére.
Acélcső hegesztés
A kör keresztmetszetű hegesztőcsövek folyamatos varrás. Vagyis ha a folyamat egy pontról indult, akkor annak be kell fejeződnie, anélkül, hogy az elektródot a hegesztett felülettől megszakítaná. Nagy átmérőjű (110 mm feletti) csövek hegesztésekor egy elektródával lehetetlen kitölteni a varratot. Ezért többrétegű hegesztést kell alkalmazni, ahol a rétegek számát a csőfalak vastagsága határozza meg. Például:
- Ha a falvastagság 6 mm, akkor elegendő két réteg fém.
- 6-12 mm - a hegesztést három rétegben hajtják végre.
- Több mint 12 mm - több mint négy réteg.
Figyelem! A többrétegű hegesztést egyetlen követelménnyel hajtják végre. A következő réteg felhordása előtt az előzőeknek lehűlniük kell.
Csővezeték összeszerelése
A csövek hegesztése előtt a feladat egyszerűsítése érdekében össze kell hegeszteni a hegesztést. Vagyis szerelje be a csöveket a szerelési terv szerint, rögzítse azokat úgy, hogy ne mozogjanak vagy mozogjanak. Ezután egy tapadást készítenek. Ez akkor történik, amikor egy ponton hegesztik egymást, ha a csővezetéket nagy átmérőjű termékekből állítják össze, akkor a ragasztás több helyen is elvégezhető.
Elvileg minden kész, főzheti a csővezetéket. Úgy tűnik, hogy ezzel vége lehet a hegesztéssel kapcsolatos beszélgetésnek. A kezdõ hegesztõk számára ez még csak a kezdet, mert a csövek összeszerelésével járó hegesztési folyamat nagy számú árnyalattal jár. Íme néhány közülük, amelyeket elfogadni kell.
- A 4 mm-nél vastagabb csöveket főzővarrattal lehet főzni, amikor a fém a szélek közti teret a teljes mélységig kitölti, és akkor tekercsel, amikor 3 mm magas henger képződik a varrás tetején.
- A 30–80 mm átmérőjű csövek függőleges varráshoz történő csatlakoztatásakor a technológia kissé eltér a varrás alsó helyzetétől. Először 75% -ot töltünk fel, majd a fennmaradó helyet.
- A többrétegű hegesztési technológiával a vízszintes varrat két rétegben készül, úgy, hogy a következőt az előzővel ellentétes irányban alkalmazzák.
- Az alsó réteg csatlakozási pontjának nem szabad egybeesnie a felső réteg azonos pontjával. A várpont a varrás vége (kezdete).
- A csövek hegesztésekor ezeket állandóan el kell fordítani. Ezt manuálisan is megteszik, tehát tudnia kell, hogy az optimális forgásszektor 60-110 °. Csak ebben a tartományban a varrás olyan helyen helyezkedik el, amely a hegesztő számára kényelmes. Hossza a maximális, és ez lehetővé teszi a varratcsatlakozás folyamatosságának ellenőrzését.
- Sok hegesztő szerint a legnehezebb a csővezetéket azonnal 180 ° -kal elforgatni, és ezzel egyidejűleg figyelembe venni a hegesztés minőségét. Ezért egy ilyen fordulattal ajánlott megváltoztatni a hegesztési technológiát. Vagyis a varratot először 2/3 mélységre hevítik egy vagy két rétegben. Ezután a csővezeték 180 ° -kal forog, ahol a varrat többrétegűen teljesen meg van töltve. Ezután ismét egy 180 ° -os fordulat következik, ahol a varrat teljesen meg van töltve az elektróda fémével. By the way, ezeket az illesztéseket forgónak nevezik.
- Vannak rögzített kötések is, ez az, amikor a csővezetéket rögzített szerkezetben hegesztik. Ha a csővezeték vízszintes, akkor főzni kell a részei közötti hézagot, két részre osztva. A hegesztés az alsó pontból (mennyezet) kezdődik, és felfelé halad. Ugyanígy a hegesztés második felét is hegesztjük.
És a csőhegesztő technológia utolsó lépése ez. A salak leeresztéséhez kalapáccsal kell megcsavarni. Aztán a rendelkezésre állás. Ha a csővezetéket folyadékokra vagy gázokra tervezték, akkor összeszerelés után vizet vagy gázt vezetnek bele a szivárgás ellenőrzése céljából.
A hegesztési folyamat valójában felelős esemény. És csak a hegesztő tapasztalata garantálja a végeredmény minőségét az első próbálkozástól kezdve. De a tapasztalat üzlet. Kínálunk egy videót, amely megnézheti az acélcsövek megfelelő főzését.
Mielőtt leírná a technológiát, meg kell értenie, hogy a csőhegesztés milyen módszerei léteznek modern körülmények között.
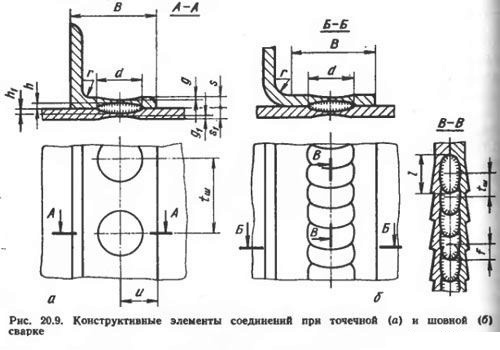
A csövek és a csővezetékek alkatrészeinek hegesztett csatlakozásainak típusai.
A csővezetékek tompahegesztéssel készülnek, és gázok és folyadékok szállításához felhasználhatók. Különböző fűtési hőmérsékleteken és nyomáson működnek. A hegesztett csatlakozások fő szerkezeti elemeit és típusait a GOST 16038-80 határozza meg a réz-nikkel és a réz, a GOST 16037-80 az acélcsövek számára. Az ilyen vegyületeket a GOST 5264-80 U1 jelöli, acéloszlopokban, gerendákban, tartályokban és gazdaságokban találhatók. Különösen a mérnöki építményekben, kazánokban, tartályokban és csővezetékekben található.
Hegesztett illesztéseket akut és tompa szögben a GOST 11534-75 szerint kell elvégezni.
Ez a szabvány meghatározza az alacsony ötvözetű és szénacélból készült szerkezetek fő hegesztési csatlakozásainak fő típusait, típusait és méretét, amelyeket fogyóeszköz elektródával hegesztenek, amelynek fémvastagsága 60 mm-ig hegeszteni kell minden térbeli helyzetben, a hegesztett alkatrészek tompa vagy heves szögben elhelyezve. A szabvány követelményeinek való megfelelés kötelező.
Különböző típusú hegesztett kötéseket különböztethetünk meg: tompa, póló, öl és sarok. A hegesztés típusa a kötés típusától függően változhat. A filéhegesztésnek tipikusan konkáv vagy lapos, néha konvex felülete van. Az ilyen varrás méretét egy láb határozza meg, látható vagy kiszámított. A sarok- és fenékvarratok egyoldalúak és kétoldalak. A parafa varratokat az élek előkészítésének alakja és a méret különbözteti meg. A hegesztéshez szükséges csőcsatlakozások előkészítésekor ellenőrizni kell a cső tengelyére vágott sík merőlegességét, a tompulás mértékét és a hegesztés nyitási szöget.
A sál magassága és a hegesztés hossza különböző szögekben történő hegesztéskor
Az elektróda szöge: a - a vízszintes síkban; b- a függőleges síkban
Α 30 szögben az együttható 3,73;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
Például: az együttható értéke 2,41, amikor két csövet hegesztenek 45 ° -os szögben, D \u003d 520 mm külső átmérővel; akkor a levágott sál mérete 1253 mm \u003d 520 x 2,41
A varrás hosszának kiszámításához a cső külső átmérőjét megszorozzuk a megfelelő együtthatóval:
α 30 szögben az együttható 8,86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
A hegesztésre szolgáló csövek falvastagságában és éleinek eltolódásában a különbség nem haladhatja meg a falvastagság 10% -át, és nem lehet nagyobb, mint 3 mm. Az ütköző elemek összeillesztett szélei között és 2-3 mm-nél egyenletes távolságot kell biztosítani.
Opciók varratokhoz különböző pozíciókban

Az elektróda helyzete "hajóban" hegesztéskor: a - hegesztés szimmetrikus "hajóban"; b - hegesztés aszimmetrikus<лодочку>; az elektróda térbeli helyzete
A sarokcsuklók alsó helyzetben végezhetők. A sarokcsuklók „aszimmetrikus csónakban” és „szimmetrikus csónakban” készülnek. Az alulmenetek és az élek behatolásának elkerülése érdekében a „csónakba” hegesztést elektródával kell végezni, érvényes szélvédővel a széleken pihenve. Ha a filéhegesztések forgatását ferde elektródával végzik, akkor a hegesztést „hátsó szöggel” kell elvégezni. A sarokvarratokat 10 mm-nél nagyobb lábakkal, ferde élek nélkül, egy rétegben, a varrás gyökérének késleltetésével, a "háromszög" elektróda keresztirányú mozgatásával késik.
A filéhegesztések alsó helyzetében lévő lapok illesztéseit egy rétegben lévő elektródák végzik, amelyek átmérője legfeljebb 5 mm, keresztirányú rezgések nélkül. A szögletes összeköttetés behatolása érdekében el kell készíteni az első hengert (gyökér sarok) egy elektróda átmérőjével, amelynek átmérője 3 mm, maximális áramerősséggel, a fém vastagságától függően (95-120 A).
Mielőtt összekapcsolnák a csatlakoztatott csöveket 15 - 20 mm hosszúra, megtisztítják őket a szennyeződésektől, a rozsdától, a vízkőtől és az olajtól. A hegesztés szerves részét képezik a csapok. Csövek hegesztésekor a rögzítést négy helyen végezzük el, egyenletesen 300 mm átmérőjű kör mentén, 50 mm hosszú varrással és mindegyik 3-4 mm magassággal. Ha 300 mm-nél nagyobb csöveket hegesztenek, akkor a tapadó átmérőt 250-300 mm-enként egyenletesen kell elhelyezni a hézag teljes kerülete körül.
A meglévő hegesztési módszerek két csoportra oszthatók. Az első csoportba bele kell foglalni a hegesztési módszereket, amikor a szilárd állapotban lévő fémeket ízületek műanyag deformációja során hegesztik, gyakran további hevítéssel. A második csoport magában foglalja az olvadás módszereit a kereszteződésnél.
A hegesztés fő típusai

Ívhegesztés - az olvadt fémek összekapcsolása elektromos ív segítségével;
- Ív - az olvadt fémek közötti kapcsolat elektromos ív segítségével;
- Elektroslag - a fém olvadása az olvadt salakon áthaladó felszabadult elektromos áram miatt keletkező hő miatt történik;
- Ultrahang - ultrahangos rezgések továbbadódnak a hullámvezető mentén az átalakítótól a munkahegyig. Ultrahangos rezgések és függőleges nyomóerők hatására súrlódási erők lépnek fel a munkadarabokban, amelyek elegendőek egy hegesztési csatlakozás létrehozásához;
- Érintkezés - nyomással. Az összekapcsolt munkadarabok elektródákkal vannak rögzítve, és az érintkezési zónában lévő hegesztőáram hatására a munkadarabok erősen melegülnek és összenyomódnak, amelynek eredményeként hegesztőcsukló jön létre;
- Lézerhegesztés fénysugárral, amelyet speciális szilárd és gázkibocsátókból nyernek. Az ilyen lézerhegesztés levegőben, a generátor távolságától elvégezhető. A lézeres hegesztést egy lézersugár hajtja végre, amely melegíti és megolvasztja a fémet. A lézernyaláb energiája egy kis területen koncentrálódik. A sugárnak van egy meghatározott hullámhossza és frekvenciája, amelynek következtében az optikai lencsék pontosan fókuszálnak, mivel a sugárlencsében a törés szöge állandó.
A lézeres hegesztési folyamat - a fém mély behatolása egy lézersugárral - hasonló az elektronnyaláb hegesztésének. A koncentrált lézersugárzás hat a fém felületére, és a fém forrása és megolvadása eredményeként gőz-gázcsatorna jön létre, amelyet megközelítőleg lineáris fűtési forrásnak tekintnek. Így a lézeres hegesztés végpontokból is végezhető töltőanyagok további felhasználása nélkül, ami a folyamat nagy sebességéhez vezet.
A legjobb a lézerhegesztést 2 típusra osztani: spot és varrás
A lézerhegesztés hegesztett illesztése megfelel az alapfémek szilárdságának, miközben a hegesztett termékek minimális hegesztési deformációt mutatnak
Spot - a mikroelektronikában leggyakrabban használt. Pontos lézerhegesztéssel nagy pontosságot lehet elérni a legkisebb elemek hegesztésében. Az ilyen hegesztéshez főleg impulzusos szilárdtest lézereket használnak.
A szoros lézerhegesztéssel szoros illesztést és megbízható mechanikai kapcsolatot lehet elérni. Varrathegesztéshez lézereket használnak, amelyek impulzusos vagy folyamatos üzemmódban működnek.
A lézerhegesztés a nagy hegesztési sebesség miatt keskeny hőhatású zónában különbözik a többi típustól. A hegesztett illesztés megfelel az nemesfémek szilárdságának, miközben a hegesztett termékek minimális hegesztési deformációt mutatnak. A lézerhegesztést vákuumkamra nélkül végezzük. Anyagok széles skáláját hegeszthetjük - a nagy széntartalmú és magas ötvözött acéloktól a titán és réz, üveg, kerámia, műanyagok és különféle vegyületek alapú ötvözetekig, különböző térbeli helyzetben, nehezen elérhető helyeken. Az is lehetséges, hogy olyan típusú csatlakozásokat hozzon létre, amelyeket egyszerűen lehetetlen hegeszteni hagyományos módon. Tehát a lézeres hegesztés most már megérdemli, hogy a legígéretesebb technológiának nevezzék a hegesztés során.
A lézerhegesztéshez kétféle lézert használnak: szilárdtest és gáz

Szilárdtest lézeráram
Alacsony teljesítményük miatt a szilárdtest lézerek csak kis vastagságú részeket hegeszthetnek, ezek általában mikroelektronikai tárgyak. A modern tévékészülékeknél a lézeres hegesztést egy lezárt katódcső képcső hegesztésére használják. A gázlézerek erősebbek, általában CO2 + N2 + He-t (gázok keveréke) használnak aktív testként. A hengert a gázt egy szivattyú szivattyúzza egy gázkisüléses csőön keresztül. Az elektródok közötti villamosenergia-ürítés felhasználja a gáz energiáját. Tükrök vannak elhelyezve a gázkisülési cső végén. Az elektródák tápfeszültségre vannak csatlakoztatva. A vízrendszer lehűti a lézert.
A legerősebb a gázdinamikus lézerek. A munka 1000-3000 K hőmérsékletre hevített gázokat használ. A szuperszonikus sebességű gáz a Laval fúvókán keresztül áramlik ki, amely után adiabatikus expanzió következik be és lehűl az üregben. Ezután a gerjesztett szén-dioxid molekulák alacsonyabb energiaszintre kerülnek és koherens sugárzást bocsátanak ki.
A lézeres hegesztés előnyei
A gazdasági megfontolások akadályozzák a lézerhegesztés alkalmazását, a technológiai lézerek továbbra is drágák, ezért a lézerhegesztés alkalmazási területét gondosan megválasztják. A lézeres hegesztés költséghatékony, ha szükséges a termelékenység jelentősebb növelése, mivel a sebessége többször is meghaladhatja a hagyományos módszerek alkalmazását.
A lézeres hegesztésnek olyan előnyei vannak, amelyek nem járnak vele együtt más hegesztési módszerekkel.. A lézer nagy távolságra helyezhető el a hegesztési helytől, ami sok esetben gazdasági hatást fejt ki. Például egy tartály alja mentén fektetett csővezetékek javításához lézeres hegesztési berendezés van. A cső belsejében egy forgó tükörrel rendelkező kocsi mozog, és a lézer a csővezeték szakaszának végén helyezkedik el, és sugárnyalábot küld a cső belsejébe, amely lehetővé teszi a lézerhegesztést anélkül, hogy a csővezetéket a felületre emelik.
Az acélcsöveket általában hegeszteni kell. Ugyanígy kapcsolódnak a csővezeték szakaszai, ha a megerősítés szerkezeti acélokból vagy csövekből készül, nagy ötvözetű ötvözetekből. A különböző fémek különböző hegesztési technológiákkal és elektródákkal rendelkeznek. A réz és az alumínium elemeket hegesztéssel vagy forrasztással is össze lehet kötni, de ehhez speciális argon ív készüléket kell használni, amely argon gázközegben elektromos ívot hoz létre, és elektródként alumínium és réz huzalokat használnak.
A hegesztés polimer csövekhez is megfelelő, de ebben az esetben ez speciális - hőnyomás alatt. Hasonló vegyületet használnak olyan szerelvények gyártásához, amelyeket vágott csődarabokból szerelnek össze.
A csövek szöghegesztését szabályozó fő szabályozási dokumentum a GOST 16037-80. A hegesztési csővezetékek szögkonjugálását bizonyos típusú illesztésekkel hajtják végre:

A négyszögletes csöveket ugyanazon szabályok szerint hegesztik.
Szöghegesztés fajtái
Minden típusú hegesztés, legyen az argonív, elektromos ív vagy gáz, azzal a ténnyel kezdődik, hogy meg kell állítani a végeket. Az elemek közötti résnek 0,5 mm és 1,5 mm között kell lennie. 
A hegesztés ferde nélkül csak olyan csöveken alkalmazható, amelyek falvastagsága meglehetősen kicsi - 1-6 mm. Az összekötési folyamat az elemeknek ponthegesztéssel történő ragasztásával kezdődik, majd folytatják a csövek helyzetének helyesbítését, és gyűrűs hegesztést készítenek a csatlakozásról a külső él mentén.
Az egyoldalú szögű konjugáció azt sugallja, hogy egy kb. Kétoldalas szakasz esetén két letörés szükséges 30 ° szögben. A rés megengedett az első esetben 1-2 mm-ig, a második pedig 2-5 mm-ig. Ezért ezekben az esetekben az elemek ideális széle nem fontos. Ily módon a csöveket 2 - 20 mm vastagságú fallal összekapcsolják. 
Sarokhegesztés ferde és profilos hegesztéssel a falvastagságnak 6–60 mm-nek kell lennie, a profil szélességének 18–48 mm-nek. Az ilyen méretű csöveket hegeszteni kell egy speciális módszerrel a hegesztési medence feltöltésére.
A takarítás során gyakran fordul elő, hogy bármilyen szerkezetet szokásos csövekből vagy profilokból kell készíteni. Ezekre a célokra gyakran könnyű és könnyen telepíthető műanyag csöveket, valamint menetes rögzítőelemekkel ellátott acéltermékeket használnak. Ebben a cikkben azonban megvizsgáljuk, hogyan kell hegeszteni a csöveket fűtéshez vagy más szükséges rendszerekhez otthonában, mivel a fent említett lehetőségek nem mindig elfogadhatók és ajánlottak.
Elektróda kiválasztása
A hegesztési munkák fűtőcsövekkel vagy más szerkezetekkel történő hegesztésekor az első elektródák szükségesek. Nem csak a kapott hegesztések megbízhatósága és a rendszer tömítettsége, hanem a munka elvégzésének folyamata is függ a fogyóeszköz minőségétől.
Az elektród alatt egy vékony acélrúd alatt értjük a speciális bevonatot, amely lehetővé teszi a stabil ív kialakítását a csövek elektromos hegesztése során, részt vesz egy hegesztés kialakításában, és megakadályozza a fém oxidációját is.

Az elektródák osztályozása mag és a külső bevonat típusának elválasztását foglalja magában.
A mag típusa szerint vannak ilyen elektródák:
- Nem fogyóeszközökkel. Az ilyen termékek anyaga grafit, elektromos szén vagy volfrám.
- Olvadó központtal. Ebben az esetben egy huzalt használnak magként, amelynek vastagsága a hegesztési munka típusától függ.
Ami a külső burkolatot illeti, a piacon található sok elektródot több csoportra kell osztani.
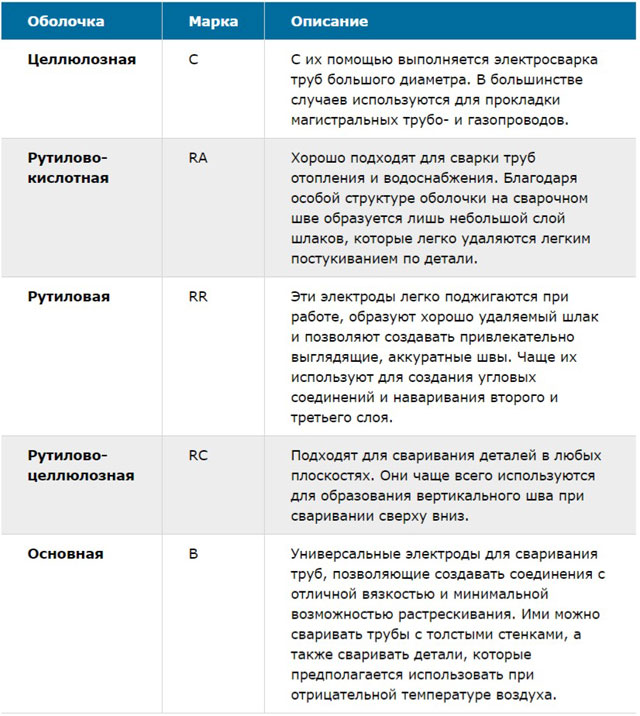
Tehát a lefedettség lehet:
- Cellulóz (C fokozat). Ezeket a termékeket főleg nagy keresztmetszetű csövek hegesztésére használják. Például gáz vagy víz szállítására szolgáló csővezetékek telepítéséhez.
- Rutilsav (RA). Az ilyen elektródák optimálisak fém fűtőcsövek vagy vízvezetékek hegesztésére. Ebben az esetben a hegesztést egy kis salakréteg borítja, amelyet megcsapolással könnyen eltávolíthatnak.
- Rutil (RR). Az ilyen típusú elektródok lehetővé teszik a nagyon pontos hegesztési varratok előállítását, és a működés során képződött salak nagyon könnyen eltávolítható. Az ilyen elektródokat előnyösen a sarokcsuklások helyein vagy egy második vagy harmadik réteg hegesztésekor használják.
- Rutiles cellulóz (RC). Ilyen elektródákkal a hegesztés bármilyen síkban elvégezhető. Különösen nagyon aktívan használják őket egy hosszú függőleges varrás létrehozására.
- Fő (B). Az ilyen termékeket univerzálisnak lehet nevezni, mert alkalmasak vastag falú csövek, alkatrészek hegesztésére, amelyek működtetése alacsony hőmérsékleten történik. Ebben az esetben magas színvonalú műanyag varrat képződik, amely nem reped és nem deformálódik az idő múlásával. Lásd még: "".
A munka megkezdése előtt azt javasoljuk, hogy konzultáljon hegesztõi társaikkal az elektródák típusairól, amelyeket jobban használnak. Mindegyik esetben ezek különféle márkák lesznek, mert előfordulhat, hogy nagyszámú márka eladó, és ez városonként eltérő.
Külön kell megjegyezni, hogy közvetlen kapcsolat van az elektródák ára és minősége között. A gyakorlatban több alkalommal megvizsgálták azt a tényt, hogy az olcsó fogyóeszközök nem teszik lehetővé a megfelelő minőségű csövek megfelelő hegesztését. Ezért nem szabad megtakarítani ezt a kiadási tételt, mert ennek eredményeként sokkal növekedhetnek.
Varrat nélküli varratok és csőcsatlakozások
Számos módszer lehet a csövek főzésére elektromos hegesztéssel:
- a fenék egymáshoz illesztése - ebben az esetben a csőszakaszok pontosan egymással szemben vannak;
- csatlakozás a márkához - ez azt jelenti, hogy két csődarab merőlegesen van elhelyezve, "T" betű formájában;
- ölcsavarozás - ebben a kiviteli alakban az egyik csődarab megsérül, úgy, hogy a másikon is viselhető legyen;
- sarokcsatlakozás - vagyis két rész 45 ° vagy 90 ° szögben van elhelyezve.

A csövek elektromos hegesztésekor a következő varratok készíthetők:
- vízszintes - ebben az esetben a hegesztendő csövek függőlegesen vannak elhelyezve;
- függőleges - ezek a varratok a cső függőleges szakaszában;
- mennyezet - ebben az esetben az elektródot az alkatrész alsó részébe, a munkavállaló feje fölé helyezik;
- alacsonyabb - illetve azok a varratok, amelyeknek lehajolnia kell.
Felhívjuk a figyelmünkre, hogy acélcsövekkel történő munkavégzés során a csatlakozásnak fejjel lefelé kell lennie, a csatlakozási pontnak a termék falvastagságában megkövetelt illesztésével. Ebben az esetben az alsó forgóvarrás használata optimális.

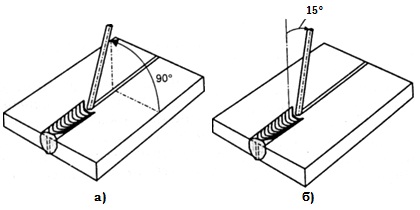
- Hegesztési munkák elvégzésekor az elektródát 45 ° vagy ennél kisebb szögben kell tartani, akkor az olvadt fém sokkal kisebb mértékben esik a hegesztett csőbe.
- Ha márkanévvel vagy végponttól csatlakozik, akkor 2-3 mm-es elektródokra van szüksége. Ugyanakkor a rendszer megbízható tömítéséhez optimális áramszilárdság 80-110 amper tartományban van.
- A hézag-csatlakozás megbízható hegesztése érdekében az áramot 120 amperre kell növelni, és hasonló elektródák is használhatók.
- A hegesztés optimális magasságának 3 mm-rel a cső felülete felett kell lennie. Csak a megvalósítását követően lehet a munkát befejezettnek tekinteni.
Külön érdemes a profilozott termékeken lapozni. Az ilyen csövek hegesztését hegyesen kell végezni. Ez azt jelenti, hogy először két pontot megragadnak a profil másik oldalán, majd továbbjutnak további két ponthoz, és így tovább, amíg az egész cső felmelegszik. Ezt követően folyamatos hegesztést végeznek a cső kerülete mentén.
Előzetes munka alkatrészekkel
Az utasítások szerint a következő feltételeknek kell teljesülni:
- Geometriai méretek.
- Minőségi tanúsítvány megléte, különösen, ha ez egy ivóvízvezeték.
- Tökéletesen kerek cső alakú - lapos vagy ovális keresztmetszet formájú véghibák nem megengedettek.
- Ugyanaz a falvastagság teljes hosszukban.
- A termékek kémiai összetételének meg kell felelnie az Orosz Föderáció GOST előírásainak, különféle rendszerek esetén. Ez az információ a műszaki dokumentációból vagy laboratóriumi vizsgálatokból származik.

Az előkészítési folyamat a következő szakaszokat foglalja magában:
- ellenőrizze a vágás egyenletességét a cső végén - 90 ° -nak kell lennie;
- a végfelületet és az attól 10 mm-re levő területet gondosan meg kell tisztítani, amíg egy fémes fény meg nem jelenik;
- az olajok, a rozsda és a festékek minden nyomát el kell távolítani és zsírtalanítani kell a cső végén.
Az utolsó dolog, amelyet vigyázni kell a helyes végkonfigurációra. Az él nyitási szöge 65º, a tompa index 2 mm. A további feldolgozás eléri a szükséges paramétereket.
Ilyen munka elvégezhető letöréssel, arckezelővel vagy darálóval. A nagy átmérőjű csövekkel dolgozó szakemberek marógépeket vagy gáz- és plazmavágókat használnak.
Hegesztési folyamat
Ha az összes előkészítés elmarad, akkor megkezdheti a hegesztést. Ha nem rendelkezik a szükséges készségekkel, és még soha nem végzett ilyen munkát, először javasoljuk, hogy gyakoroljon további csövekre, hogy ne rontja el az egész rendszert.
Az elektromos hegesztés finomságai
Ha kerek csöveket hegesztenek, akkor a rajtuk lévő varratnak folyamatosnak kell lennie. Ez azt jelenti, hogy amint a munka megkezdődik, addig nem lehet megszakítani, amíg folyamatos hegesztés képződik. Forgó és nem forgó csatlakozással végzett munkák esetén a fűtőcsövek elektromos hegesztésével többrétegű hegesztést kell végezni. Számuk a cső falvastagságától függ.

A rétegek számának a falparaméterektől való függését az alábbi mennyiségekben fejezzük ki:
- A hegesztés két rétegét csöveken hajtják végre, amelyek falvastagsága legfeljebb 6 mm;
- ha a falak vastagsága 6-12 mm-en belül ingadozik, 3 rétegre lesz szükség;
- az összes többi terméknél, amelynek falvastagsága még nagyobb, négy rétegű varrat felvitele szükséges.
Ezen felül érdemes megfontolni néhány fontos jellemzőt:
- Milyen polaritást és áramot kell alkalmazni (állandó vagy váltakozó) a csövek falvastagságától, azok anyagától és az elektróda héjától függ. Minden információt fel kell tüntetni az elektródákra vonatkozó utasításokban.
- Az elektróda rudak vastagsága befolyásolja a hegesztéshez szükséges áramszilárdságot. Ezt a mutatót úgy becsülheti meg, hogy a rudak vastagságát megszorozzuk 30-val vagy 40-rel. Tehát kiszámíthatja az áramot amperben és beállíthatja a hegesztőberendezésen.
- A munka sebessége nincs szabályozva. Csak azt kell ellenőriznie, hogy az ív ne maradjon egy ponton túl sokáig, különben a széle kiég, és újra kell kezdenie.
A munka megkönnyítése érdekében a gázvezeték hegesztés megkezdése előtt össze kell szerelni az illesztéseket.
Összegyűjtjük a kapcsolatokat
Ezt a folyamatot a következő sorrendben kell végrehajtani:
- A csöveket rögzíteni kell egy csaphoz vagy más eszközhöz, összekötve őket egymással. Ezután az elektróddal való csatlakozást 2-3 helyen kell elvégezni. Ha ez csak 2 pont, akkor készítse el őket a kör ellenkező oldalára.
- Abban az esetben, ha csak egy csatlakozási pont készül, a hézag végső forrását a másik oldalról kell kezdeni.
- Felhívjuk figyelmét, hogy a 3 mm-es falvastagságú csövek elektródjának vastagsága nem haladhatja meg a 2,5 mm-t.
És még néhány hasznos információ a hegesztési technikáról.

Ha olyan csövekkel dolgozik, amelyek falvastagsága meghaladja a 4 mm-t, akkor ezek összekapcsolását két varrás végzi - a gyökér, amely áthalad az acél teljes vastagságán, és a henger, amely egy 3 mm magas henger.
A függőleges varratok elvégzése 30-80 mm-es csöveken a hegesztést két lépésben hajtják végre - először készítsen egy varrat hosszúságot, majd mindent.
Ha vízszintes varratot készít több rétegben, akkor minden egyes következő megközelítésnél az elektródnak ellenkező irányba kell mozognia.
A varrás végpontjait (vár), többrétegűek, különböző helyekre kell helyezni.
Munka forgó és rögzített csatlakozásokkal
Az ilyen munka elvégzésére vonatkozó szabályok között szerepel a következők:
- A forgócsuklók kényelmesen végrehajthatók a forgódobban. Kívánatos, hogy a munka sebessége és a mechanizmus forgása azonos legyen.
- A fémnek az ívgel (hegesztési medencével) való érintkezésének a forgógépbe szerelt cső felső pontja alatt 30 ° -kal, az oldal ellentétes forgási irányával kell lennie.
- Az ilyen munka manuálisan is elvégezhető. Ehhez minden alkalommal, amikor a csövet 60-110 ° -kal elforgatják, úgy, hogy kényelmes vele dolgozni.
A legnehezebb feladat azonban az lesz, ha a csövet 180 ° -kal elforgatja.

Ebben az esetben a hegesztést jobban meg kell osztani 3 szakaszra:
- Mindenekelőtt 1-2 rétegben, 2/4-es csőszakaszokban hegesztve, a külső hajlítási sugár mentén.
- Ezután a csövet kihajtják, és a varrat fennmaradó részét hegesztik, és az összes réteget egyszerre végzik el.
- A végén a cső újra megfordul, és a varrat fennmaradó rétegeit hozzáadjuk a kanyar külső oldalához.
A rögzített kötés hegesztése két lépésben történik.
A munka módszere a következő:
- A csövet vizuálisan két részre kell osztani. A varrás ebben az esetben mind vízszintes, mind függőleges, mind a mennyezet felé fordul.
- A hegesztés a kör alsó pontjától kezdődik, simán mozgatva az elektródát a felső pont felé. Ugyanígy a munkát az ellenkező oldalról hajtják végre.
- Ebben az esetben az ív rövidebbé válik, hossza megegyezik az elektródamag vastagságának ½-el.
- A hengervarrás magassága elérheti a 2-4 mm-t is, mindez a cső falvastagságától függ.
A hegesztés utolsó szakasza a hézagok minőség-ellenőrzése.
A kapcsolat megbízhatóságának ellenőrzése
Gyakran szemrevételezéssel önnek kell ellenőriznie a hegesztés minőségét és a rendszer tömítettségét.
Ehhez először a varratot meg kell tisztítani a salakból, és könnyű kalapáccsal meg kell csapni. Ezután magát a varratot szemrevételezéssel megvizsgálják, hogy benne vannak-e darabok, vágások vagy repedések, rosszul felforrósodott darabok vagy átégések, valamint egyéb hibák.
Az utolsó lépés a varrás vastagságának mérése. Ehhez használhat szabványos eszközöket, valamint szondákat, sablonokat és egyéb eszközöket.
Felhívjuk figyelmét, hogy a gázátvitelt vagy a vízrendszert szintén ellenőrizni kell szivárgás szempontjából. Ehhez hajtsa végre a folyadék próbaüzemét nyomás alatt.
Biztonsági óvintézkedések a hegesztőgéppel végzett munka során
Az elektromos munkák - beleértve a fémcsövek hegesztését is - fontos eleme a biztonsági előírások betartása. Ha elhanyagolja őket, különféle sérüléseket kaphat, például a bőr termikus égési sérüléseit, ívvillanással a retina égését, áramütéseket és mások.

Ezért a munka megkezdése előtt a következő lépéseket kell végrehajtania:
- a vezető vezetőket és a hegesztőgép alkatrészeit szigetelni kell;
- a hegesztőberendezések és a kiegészítő eszközök esetét földelni kell;
- a kezeslábasnak és az ujjatlannak teljesen száraznak kell lennie;
- tegyen rá fóliákat vagy fektessen gumi szőnyeget egy kis helyiségbe az extra szigetelés érdekében;
- a szem és az arc védelme érdekében viseljen védőpajzsot.
találatok
Így részben elmondtuk, hogyan kell hegeszteni az elektromos berendezéseket. Természetesen ahhoz, hogy a munka sikeres legyen, rendelkeznie kell bizonyos gyakorlati ismeretekkel. Az anyagban található információknak köszönhetően azonban tudni fogja, hol kezdje el gyakorolni. Ha követi az ajánlásainkat, akkor biztosan képes lesz fémcsövek megfelelő szintű hegesztésére.
Hegesztési anyagok 2016-04-04T01: 21: 54 + 00: 00 Profilcsövek hegesztése
Hegesztő anyagok
Különböző fémkeretek profilcsövekből készülnek hegesztéssel. A fémtermékek használata tagadhatatlan előnyeiknek köszönhető, amelyek közül a legfontosabb a megbízhatóság, tartósság, a szerkezetek könnyű felszerelhetősége, valamint a különféle típusú és bonyolult keretek gyártásának lehetősége. Annak érdekében, hogy kitaláljuk, hogyan kell helyesen hegeszteni a profilcsövet az épületszerkezetek gyártásakor, rendelkeznie kell bizonyos ismeretekkel a csőszerkezet és hegesztési lehetőségek tekintetében.
Profilcsövek típusai és hegesztési lehetőségek
Az ilyen típusú fémgördítésnek számos szabványos lehetősége van, amelyek különböznek magának a csőnek a méretétől, a profil típusától és a fém falvastagságától. Ezektől a mutatóktól függően egy módszert választanak egy profilcső fenekének hegesztésére, vagy 90 fokban - ív, gáz, kontakt vagy hegesztés útján. A hegesztő elektróda megválasztása is fontos, amelynek átmérője kissé nagyobb legyen, mint a cső falvastagsága. Általában a profilcsövek hegesztéséhez az ívhegesztést választják, és ha a fém fal nagyon vékony, akkor a hegesztés spot változatát kell használni.
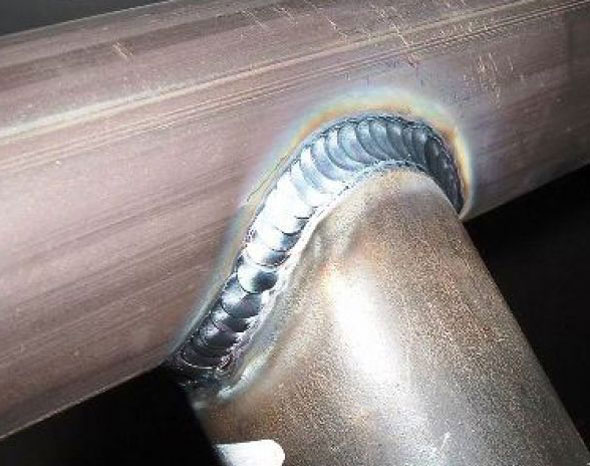
Profilcső hegesztése 90 fokban
Az ideális derékszög elérése a hegesztés során nem könnyű feladat, és általában csak az ilyen munkában tapasztalattal rendelkező és a technológiát gondosan figyelő szakemberek tudják megtenni.
A 90 fokos szögben a hegesztési alkatrészek számos finomsága létezik.

Először a hegesztett profilcsöveket levágják.

A hegesztőnek felszerelt helyre van szüksége a munkához - egy sima felülethez, hogy az ellenőrzött derékszög ne torzuljon az elülső síkban.

Az egyenes derékszög rögzítéséhez további részleteket kell használnia - 90 fokos szöget vagy sálat.

Egy bizonyos technológiát figyelmesen betartva a hegesztéssel jártas személy önállóan elkészítheti például egy vidéki üvegházat vagy fémkapu.
Hogyan hegeszthetünk egy profilcső fenekét?
A profilcső tompahegesztése egy kicsit egyszerűbb feladat, itt nem kell egy bizonyos szöget igazítani és megfigyelni. Nem szabad megfeledkeznünk arról, hogy a hegesztést bizonyos alapelvek szerint kell elvégezni, figyelembe véve az összes biztonsági előírást.

Maga a folyamat több szakaszban zajlik:
- Rögzítse a szerkezeteket egymáshoz, rögzítse a pontvarratokat.
- Ezt követően, miután meggyőződött a tervről a munkatervekkel, ki kell igazítani. Ehhez általában kalapácsot használnak.
- Miután a szerkezet minden része helyére került, az illesztéseket hegesztették.
Fontos, hogy megakadályozzuk a szerkezet deformációját, amely a feszültség miatt jelentkezhet.
Mindezt hegesztéshez egy helyen
Keretes fémszerkezetek, amelyekből a modern infrastruktúra különféle tárgyait építik, a kereskedelem és az irodaközpontok, a gyártóüzletek és a raktárak, a közigazgatási és ipari épületek, a mezőgazdasági létesítmények, az állatok tartására szolgáló helyiségek stb. Mindezen épületek kivitele nem lehetséges kiváló minőségű berendezések, fogyóeszközök és minden kapcsolódó termék használata nélkül. Mindezt megtalálhatja honlapunk katalógusában.

