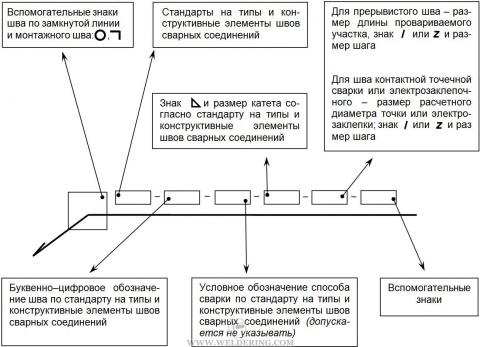
Megállapították a GOST 5263-50 All-Union szabványt hegesztési varratok jelképei és rajzokon való megjelölésük szabályai(18., 19., 20. és 21. táblázat).
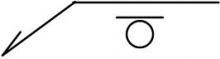
1. A hegesztési varratokat a rajzokon egy vízszintes és ferde szakaszból álló szaggatott vonal jelzi, amely a varrat helyét jelző egyirányú nyíllal végződik.
Gyúlékony gázok, például acetilén, földgáz, propán stb. És a lézeres hegesztésben használt formáló gázokra ez a nemzetközi szabvány nem vonatkozik. A gázok és tartályok szállításának és kezelésének meg kell felelnie a helyi, nemzeti és regionális szabványoknak és előírásoknak.
Meghatározza a hegesztési varratok szemrevételezésének feltételeit a hegesztés előtt, alatt és után, de nem határozza meg az ellenőrzés mértékét. Fel van szerelve az ajánlott hegesztési mérőérzékelőkkel és a hegesztési varratok közvetlen és közvetett vizuális ellenőrzéséhez szükséges felszerelésekkel.
3. A nyílvonalban megengedett a kettős hajlítás, valamint több, ugyanazt a varratokat jelző nyíl összevonása egy közös vízszintes szakaszba.

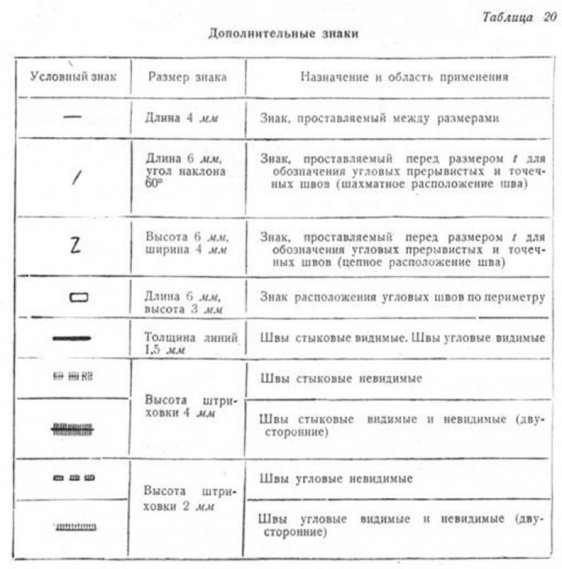
4. A varratok minden egyezményes jelét és méretét, kivéve a dugaszolható varratokat, valamint a rés nélküli átömléssel ellátott varratokat, fel kell ragasztani: a nyíl vízszintes szakasza feletti látható varratnál, a láthatatlan varratnál - alatta.
Ez a szabvány azokra az anyagokra vonatkozik, amelyek vastagsága legalább 8 mm, és amelyek alacsony ultrahang-hullámcsillapítást mutatnak. A szabvány jellemzően olyan hegesztési varratok vizsgálatára szolgál, ahol a hegesztőanyag és az alapanyag ferrites. A szabvány négy tesztosztályt határoz meg.
Ez a szabvány a 2. és 3. tűrésszintet határozza meg a teljesen hegesztett termékek teszteléséhez hegesztett kötések 8 mm és 100 mm közötti vastagságú ferrites acélokban. Ez a szabvány leírja a próbarudakon végzett keresztirányú hajlítási vizsgálatok, az oldalirányú hajlítási vizsgálatok vagy a tompa hegesztett kötésekből vett oldalirányú hajlítási vizsgálatok elvégzésének eljárását. Ez a szabvány meghatározza a próbarudak méreteit is, valamint meghatározza a gyökérből és a határfelületből történő hosszirányú hajlítási vizsgálat eljárását.

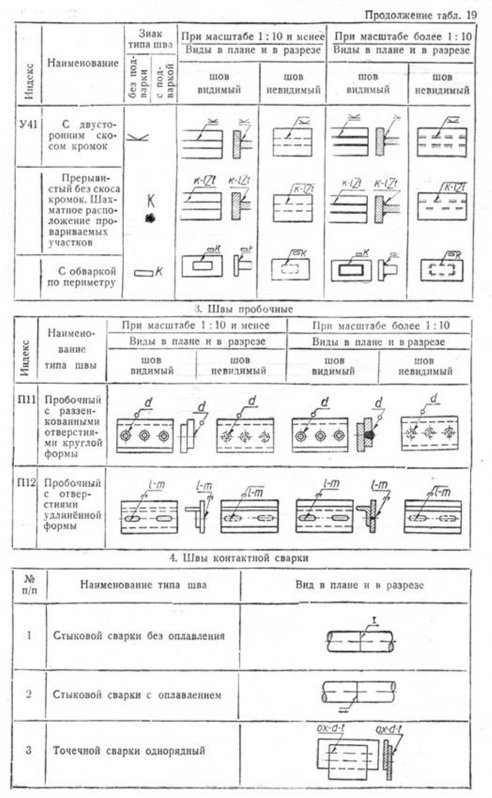
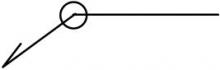
5. A parafa varratokat, valamint a rés nélküli áttöréssel rendelkező varratokat a táblázatban feltüntetett jelzések jelzik. 19, a nyíl ferde szakaszán jelölve.
![]()
Ezek a nemzetközi szabványok meghatározzák a próbarudak méreteit és a szakítószilárdság és a hegesztés helyének meghatározására szolgáló szakítóvizsgálati eljárást. Ezek a szabványok a fémes anyagokra vonatkoznak. Igazi nemzetközi szabvány módszert ír elő, amely leírja a próbarudak elhelyezkedését, próbamélyedéseik tájolását, és a tompavarrat-hajlítási vizsgálatok ütési adatait rögzíti a jegyzőkönyvben. Tartalmazza a tesztrudak jelölésének módszerét és további vizsgálati jelentési követelményeket.
![]()
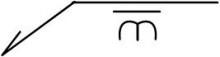
6. A beszerelés során elkészítendő varratokat a nyíl ferde része feletti M betű jelzi.
7. Az 1:10-nél nagyobb méretarányú rajzokon a nyilak mellett megengedett a vonal árnyékolása vagy vastagítása a tervben és a homlokzatban, valamint a varrat kontúrjainak kitöltése a metszetben. tinta a varratok jelzésére.
A szabvány ezen része keménységi vizsgálatokat ír elő hegesztett fémanyagok hegesztett kötéseinek keresztmetszete esetén ívhegesztőés nem használható ausztenites hegesztési vizsgálatokhoz rozsdamentes acélok. A szabvány lefedi a módszerek főbb csoportjait, csoportjait és alcsoportjait. Bármely módszer mennyisége legfeljebb három számjegyből állhat. Ezt a rendszert számítógépes feldolgozás, rajzok, munkapapírok, hegesztési eljárások meghatározásának stb. eszközének tekintik.
Főleg ferrites acélokhoz használják, de másokhoz is használható megfelelő anyagok. Ez a nemzetközi szabvány útmutatást ad a gyártóknak a hőkezeléssel vagy a hőkezelt termékek vagy alkatrészek előállításával kapcsolatban. A szabvány alapul szolgálhat a gyártó hőkezelési képességének értékeléséhez is.
8. Ha egy termék vagy szerelvény összes varrása azonos típusú hegesztéssel készült, ez utóbbit a rajzhoz mellékelt megjegyzésben vagy a műszaki feltételek. Ugyanazon termékre vagy összeállításra történő jelentkezés esetén különféle típusok hegesztéskor nyilak kerülnek a vízszintes szakaszra:

A szabvány célja az ellátás rugalmas kerete. Azzal kapcsolatban, hogy szinte folyamatosan születtek szabványmódosítások, a cikk csak a hegesztéssel kapcsolatos fontosnak tartott, illetve az elmúlt évben változtatottakat említi.
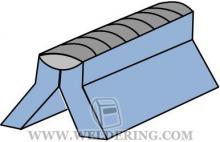
Elválaszthatatlan hegesztett kötések rajzai Előzetes információ A hegesztés az a folyamat, amikor fém alkatrészeket folyamatosan ragasztanak azonos vagy hasonló anyagokból. Ez a folyamat magában foglalja az összekapcsolt részek helyi megolvasztását. A két összekapcsolt elem közötti közvetlen kapcsolatot hegesztésnek nevezzük. Gyakran előfordul, hogy a hegesztési folyamathoz további anyag, az úgynevezett kötőanyag használata szükséges. A hegesztési folyamathoz, vagyis a csatlakoztatott részek helyi olvasztásához szükséges hőforrás lehet gázláng vagy elektromos ív.


A hőforrástól függően gáz- vagy ívhegesztés alkalmazható. A hegesztési folyamat során két vagy több komponens kombinációjának eredményeként hegesztett kötés jön létre, amelyet egyre gyakrabban hegesztett szerkezetnek neveznek. ábrán látható egy példa egy hegesztett szerkezetre. A hegesztett szerkezet és csatlakozás műszaki rajzon történő egyeztetése megköveteli a hegesztési kifejezések és elvek ismeretét.
A szakirodalomban és a műszaki dokumentációban a leggyakrabban előforduló kifejezések a következő kifejezések: a hegesztett varrat külső felületének elülső oldala attól az oldaltól, ahol lefektetik, a hegesztési horony varrat varratfelületével szemben lévő hegesztett felület csatlakozása. ban ben hegesztési varratok, egy oldalon készült, folyamatos varrat a kötés teljes hosszában, szabályos időközönként megszakított varratok, szimmetrikus varratok azonos alakú keresztmetszetű a homlokoldalon és a gerincen.
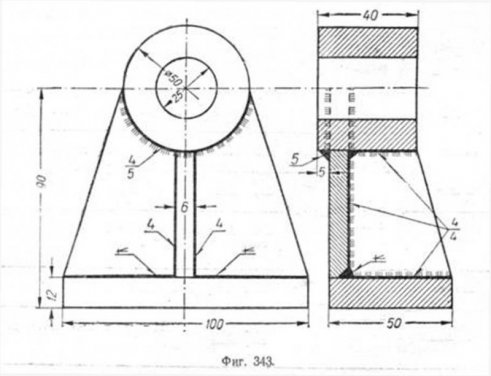
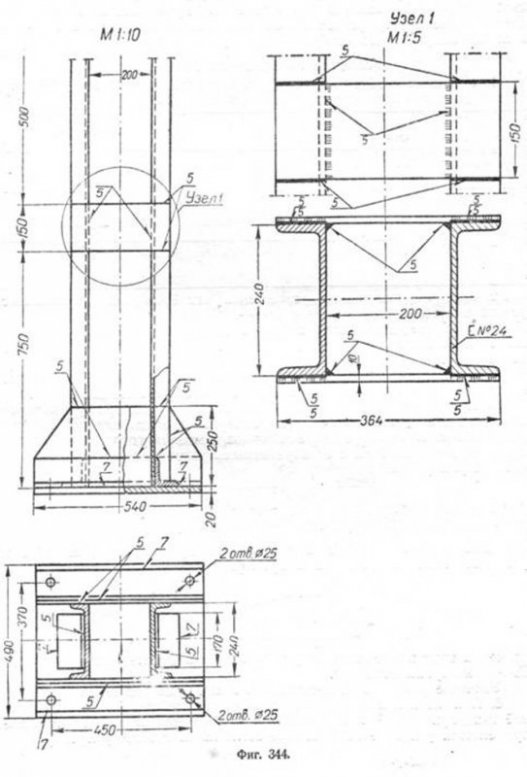
ábrán. A 343. és a 344. ábrák példákat adnak hegesztési varratok készítésére állványhoz és oszlophoz.
2. Javasoljuk, hogy a nyíl és a varratvonal szögét 30 és 60° között húzza be.
3. A nyílvonalban megengedett a kettős hajlítás, valamint több, ugyanazt a varratokat jelző nyíl összevonása egy közös vízszintes szakaszba.
Példa a szimmetrikus varratokra Hegesztési varratok típusai A varratok típusai szorosan összefüggnek formájukkal és megjelenésükkel. Ez mindkettőre vonatkozik kinézet, és keresztmetszet. Példák hegesztésekre, kötésekre, formájukra, elnevezésükre és szerződésjelekre a táblázatban láthatók. A hegesztési alakzat illusztrációján látható vékony vonal az élek állapotát jelzi a hegesztési művelet végrehajtása előtt, és így a hegesztőelemek éleinek előkészítésének módját.
Hegesztési varratok és kötések típusai és szerződésszimbólumaik Táblázat-hegesztés neve Hegesztési forma A szerződés aláírása Ívelt élhegesztés, teljesen megolvadt ívelt élhegesztés, részben megolvadt. Az egyszerűsített és nyomott hegesztési varratok példáit a 2. és 3. táblázat, valamint a példák mutatják be. Lehetőség van fúratlan varratok szakaszainak vágására a horony területén vagy egy lyukban, amelyek áthaladnak a törzsprofil vonalán. Elölnézet A szövés és az illesztések körvonala folytonos vonalként van megrajzolva.
A hegesztett szerkezeteket az alkalmazott elemek vastagságának, alakjának és méretének széles skálája, valamint a hegesztett részek egymáshoz viszonyított helyzetének változatossága jellemzi. A hegesztett részek egymáshoz viszonyított helyzetétől függően a hegesztett kötések öt típusát különböztetjük meg (-80 „Hegesztett varratok, kézi ívhegesztés” és -76 „Hegesztett kötés varratok, védőgázos hegesztés”):
Az arc felülnézete A hegesztési varrat felülete vékony vonalakkal ellátott ívek formájában készül. Ne felejtse el megjelölni a lyukak alakját vastag, folytonos vonallal, és abban az esetben folytonos vonalak- vékony, folytonos vonal. Ezenkívül ügyelni kell a ferde furatú hegesztési varratok formájára, amelynek meg kell felelnie a lyukak formájának a csatlakoztatott részek érintkezési síkjában. A hegesztési varratok és furatok alakját vékony vonalak jelzik. Hegesztett kötések szerződéses ábrázolása Példák táblázat Hegesztett kötés típusa Hegesztett kötés ábrázolása Hegesztés: él, frontális, lágyék, hát.
- fenék - "C"
- vége - "C"
- átfedés – „N”;
- T-rúd – „T”;
- sarok - "U".
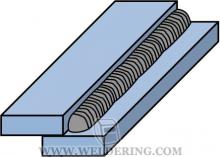
BAN BEN csikk(C) hegesztett kötésben a hegesztendő elemek felületei egy síkban vagy ugyanazon a felületen helyezkednek el, és a hegesztés a szomszédos végek mentén történik.
A fenékcsatlakozás biztosítja a legmagasabb értéket mechanikai tulajdonságok hegesztett szerkezet, ezért széles körben használják kritikus szerkezeteknél. Ez azonban meglehetősen precíz alkatrészeket és összeszerelést igényel.
Hegesztési varratok és hegesztett kötések méretrajza A hegesztett kötéseket és az építési és beépítési rajzokra hegesztett kötéseket a lengyel szabványban bemutatott egyszerűsített diagram szerint kell kiszámítani, amely a szerződés számos grafikai elemén alapul. A hegesztési varrat definíciójának egyszerűsített kialakítása a rajzon látható a varrat egyszerűsített elemzésében a következők különböztethetők meg: vonalhosszabbítás, referenciavonal nyíl, vonalazonosító, normál hegesztési jel, 1-es jelöléssel, jellemző keresztmetszeti méretek, 2-vel jelölve , jellemző hosszmetszeti méretek, kijelölt helyzet Fig.
![]()
Tortsovoye(C) a csatlakozást az összekapcsolandó részek végein hegesztik, amelyek oldalfelületei egymással szomszédosak.
Az ilyen csatlakozásokat általában vékony alkatrészek hegesztésekor használják, hogy elkerüljék az átégést.
Egyszerűsített hegesztési jelölés kialakítása. A referenciavonal egy vékony folytonos vonal, amelyet egy nyíl zár le, a nyilat nevezzük referenciavonalnak. A referenciavonal hosszát olyan tervezőnek kell megadnia, aki mindent egyértelműen és helyesen tud tárolni szükséges információ hegesztéshez vagy hegesztett kötéshez képest. A polcoknak a rajzlap alsó szélével párhuzamos referenciavonalat kell rajzolniuk.
A hegesztett azonosítási elemzésben az összekötő vonal egy vékony pontozott vonal, amely a referenciavonal alatt vagy felett húzódik. Az azonosító vonal helye attól függ, hogy a hegesztés után van-e jelölve. Helye a hegesztési jel helyzetétől is függ. Szimmetrikus varratok jelölésénél az azonosító vonalat el kell hagyni. A hegesztési varratok azonosító vonallal és szerződéses varratokkal történő megjelölésének alapelveit a táblázat tartalmazza. A táblázat 1. és 4. pontjait a lengyel szabvány ajánlja, és kiváltságosnak minősül.
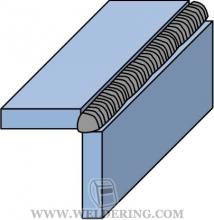
BAN BEN átfedés(H) hegesztett kötésben a hegesztett elemek felületei párhuzamosan helyezkednek el úgy, hogy eltolódnak és részben átfedik egymást.
Az átlapolt kötések kevésbé érzékenyek az összeszerelés során fellépő hibákra, de terhelés alatt, különösen váltakozó terhelés esetén rosszabbul működnek, mint a tompacsuklók.
A vonalak és illesztési szimbólumok illesztési azonosításának meghatározására vonatkozó alapelvek Leírások Táblázatok bemutató grafikák Ha a varrat az arc oldalán van, akkor az írásos szerződéses illesztések jele az eredeti szinten van és normál helyzetbe helyezi. Ha a varrás az arc oldalán van, a jelölés ráírja az összehúzódó varratokat az alapra, és fejjel lefelé helyezi azt. Ha a hegesztési varrat a gerincoldalon van megjelölve, akkor a hegesztés alatti jelet fel kell jegyezni az azonosító vonalra és normál helyzetbe kell helyezni. Ha a hegesztési varrat a karima oldalán van megjelölve, akkor a hegesztési jel felkerül az azonosító vonalra, és fordított helyzetbe kerül.
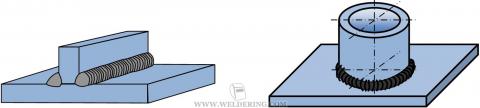
Tavrovoe(T) Hegesztett kötést akkor kapunk, ha az egyik alkatrész vége derékszögben vagy bármilyen más szögben kapcsolódik a másik felületéhez.
A T-csuklók nagy szerkezeti merevséget biztosítanak, de érzékenyek a hajlító terhelésekre.
A hegesztési szimbólumot a referenciavonalra a 4. ábrán 1-es számmal jelölt pontra írjuk, miközben megtartjuk a lengyel szabványban meghatározott logó megjelenését. A jellemző keresztmetszeti méretek a hegesztési kötés bal oldalán található hegesztési jel előtt az ábrán jelzett helyen vannak elhelyezve. A hegesztett kötések és varratok jellemző méreteit a jobb oldalon, számozott helyen hegesztési jel jelzi. Példák a hegesztési varratok szétválogatásának módszereire. Példák hegesztőasztalra hegesztett szakasz Hegesztett vagy hegesztett méretek Méretek Mérés helye a jelölésben Magyarázat Határszegély görbült élekkel, teljesen ferde A varrat névleges vastagsága megegyezik a tompaél vastagságával vagy a kötés vékonyabb élének vastagságával.
Sarok Az (U) olyan csatlakozás, amelyben a hegesztendő alkatrészek felületei derékszögben, tompa vagy hegyesszögben helyezkednek el, és a végeinél összehegesztve vannak.
Minden hegesztett csatlakozás elkészíthető:
| egyoldalas (SS)*, amikor a fűtési forrás elmozdul a csatlakozás egyik oldaláról; | 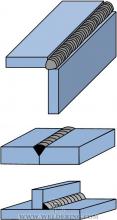 |
| kétoldalas (BS)*, amikor a fűtési forrás a csatlakozás mindkét oldaláról elmozdul. Egy ilyen hegesztett kötésben a tompavarrat gyökere a szakaszon belül található. |  |
* - nemzetközi szabványokban elfogadott megnevezések.
5. táblázat A varrat névleges vastagsága megegyezik a varrat szélének vastagságával vagy a varrat vékony élének vastagságával. A hegesztési varrat hossza azonban megegyezik a varrat hosszával. A varrat névleges vastagsága megegyezik a hegesztési kötés szélétől a varrat határáig mért távolsággal. A varrat névleges hossza megegyezik a varrat hosszával.
Keresztirányú méret sarokvarrat megelőzi a magassági relatívt derékszögű háromszög a hegesztési varrat keresztmetszetének részét képező egyenlő szárak befogója. A varrat névleges hossza megegyezik a varrat hosszával. Professzionálisabbnak tűnik a lengyel szabványban ajánlott teljes hegesztési jelölések használata és használata, így sokkal több információt kaphat a varratokról. A teljes hegesztési definíció felépítését az ábra mutatja. teljes jelzés hegesztési varrat, a következők különböztethetők meg: vonalhosszabbítás, referenciavonal nyíl, vonal azonosító, szokásos hegesztési jel, 1-es jelöléssel, jellemző keresztmetszeti méretek, 2-es jelöléssel, jellemző hosszmetszet méretek, 3-mal jelölt, kiegészítő jelek, a 4., 5. és 6. ábrán jelzett helyzetekben előforduló élek méretei hegesztésre készek, amit számok jeleznek; 7, egyéb adatok, hegesztési pozíciók száma numerikus hegesztési módszerrel, minőségi adatok, élek hegesztésre való előkészítésére vonatkozó szabvány megjelölése, hegesztési utasítások jelölése az ábrán látható ábra szerint.
Az olvasztással végzett hegesztésnél a szükséges behatolási mélység biztosítása érdekében az éleket levágják. Az élek alakja, valamint a vágási paraméterek méretei (élnyitási szög, résméret, tompaság stb.) az anyagtól, a vastagságtól és a hegesztési módszertől függenek. Az alábbi ábra néhány élvágás példáját mutatja be.
A hegesztési varratok hagyományos képe a rajzokon a GOST 2.312-72 "A hegesztési varratok hagyományos képei és megnevezései" szerint
A -72 szabványnak megfelelően konvencionális kép A hegesztéshez a hegesztési módszertől függetlenül kétféle vonalat használnak: tömör, ha a varrat látható, vagy szaggatott, ha a varrat láthatatlan.
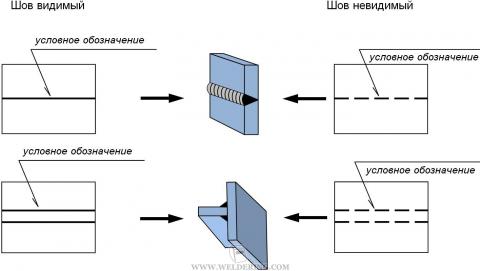
Egyirányú nyíl jelzi a varrási vonalat.
A nyíl elhelyezhető polccal szimbólum varrat és szükség esetén segédtáblák. A szimbólum a karima fölé kerül, ha a nyíl a hegesztési varrat elülső oldalára mutat (azaz ha látható), vagy a karima alá, ha a varrat a hátsó oldalon található (azaz ha a varrat nem látható). Ebben az esetben az az oldal, amelyről a hegesztés történik, a hegesztett kötés egyoldali varrásának elülső oldala. Az aszimmetrikusan előkészített élekkel ellátott hegesztett kötés kétoldalas varrásának elülső oldala az az oldal, amelyről a fő varrat hegesztésre kerül. A szimmetrikusan előkészített élekkel ellátott hegesztett kötés kétoldalas varrásának bármelyik oldala felfogható.
Segédjelek.
| Segédjel | Leírás | A varrás látható | A varrás láthatatlan |
|---|---|---|---|
| A varratot a termék beszerelésekor készítse el (beépítési varrat). | 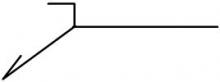 |
||
 |
|||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
Az alábbi ábra egy szabványos hegesztési jel felépítését mutatja.
A varrat alfanumerikus jelölése a vonatkozó szabvány szerint egy olyan kombináció, amely a hegesztett kötés típusát meghatározó betűből és a csatlakozás és a varrat típusát, valamint az élek alakját jelző számból áll. Például: C1, T4, H3.
A hegesztett kötések jelölésére a következő betűket használjuk:
- C – popsi;
- U – szögletes;
- T – póló;
- N – átfedés;
- RÓL RŐL - speciális típusok, ha a varrás formáját a GOST nem írja elő.
Néhány hegesztési mód varratszimbólumait a táblázat tartalmazza:
A hegesztési módszer megjelöléseit (A, G, UP és mások) a szabvány tartalmazza, amely szerint a rajzon feltüntetett hegesztési folyamatot végrehajtják.
Az alábbiakban néhány hegesztési módszer szimbólumait mutatjuk be, például:
- A – automatikus merülő ívhegesztés alátétek és párnák, valamint hegesztési varrat használata nélkül;
- Af – automatikus merülőíves hegesztés fluxuspárnán;
- IN – inert gázok hegesztése volfrámelektródával töltőfém nélkül;
- INp - hegesztés inert gázokban volfrámelektródával, de töltőfémmel;
- IP – hegesztés inert gázokban fogyóelektródával;
- UP – behegesztés szén-dioxid fogyó elektróda.
Példák a hegesztési varratok jelölésére.
1. példa
A varrás fenékcsatlakozás egy élű ívelt ferde, kétoldali ívű kézi hegesztés(C13-tól - 80-ig) a termék telepítésekor (). A megerősítést mindkét oldalon eltávolították (). A hegesztési felület érdességi paramétere: elülső oldalon – Rz 20 µm; a hátoldalon - Rz 80 µm.
2. példa
Sarokhézag hegesztés ferde élek nélkül, kétoldalas (U2-tól –75-ig) automatikus merülőíves hegesztéssel (A-tól –75-ig) zárt vonal.
3. példa
Egyoldali, ferde élek nélküli tompavarrat a fennmaradó hátlapon (C3-tól –80-ig), hegesztéssel hegesztéssel, hevített adalékos gázzal (G-től –80-ig).
4. példa
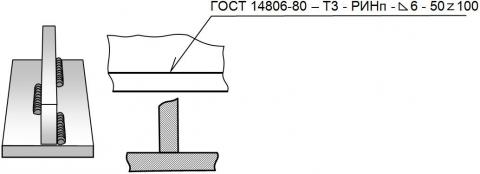
T-idom varrat ferde élek nélkül, kétoldalas szakaszos, lépcsőzetes elrendezéssel (T3-tól -80-ig), kézi ívhegesztéssel védőgázokban, nem fogyó fémelektródával (RINp). Varrás láb 5 mm (Δ5).
6. példa

Fekvőkötés ferde élek nélkül, egyoldalas (H1-től -80-ig), íves kivitelben félautomata hegesztés védőgázokban fogyóelektródával (PIP -80-nál). Varrás zárt vonal mentén (körvarrás). Varrás láb 5 mm (Δ5).
Ha a rajzon több egyforma varrat van, akkor csak az egyiknél van feltüntetve a varratszimbólum, a fennmaradó azonos varratok vonatkozásában pedig csak a sorozatszámuk van feltüntetve (azon a helyen, ahol a varratszimbólumot kell elhelyezni). Ugyanakkor egy olyan vezérvonalon, amelyen egy varratjelöléssel ellátott polc van, megengedett az azonos varratok számának feltüntetése is (26, amint az ebben a példában látható).

A varratok azonosnak minősülnek, ha:
- típusuk és méretük megegyezik szerkezeti elemek keresztmetszetben;
- azonos műszaki követelmények vonatkoznak rájuk.
Ha a hegesztett kötés varratához szabályozási komplexumot vagy varratszabályozási kategóriát telepítenek, akkor ezek jelölése a vezetővonal alá kerülhet.

A varrat mechanikusan megmunkált felületének tisztaságának (érdesség) jelölését a varrat szimbóluma után kell feltüntetni, vagy a technikai követelmények rajz.
Egy varratot ábrázolunk, amelynek szerkezeti elemeinek méreteit a szabványok nem határozzák meg (nem szabványos varrat), amely jelzi a rajz szerinti varrat elkészítéséhez szükséges szerkezeti elemek méreteit.

A hegesztés során a hegesztett kötés egyenetlen felmelegedése következtében visszamaradó képlékeny rövidülési deformáció lép fel, ami visszamaradó feszültségek kialakulásához vezet. Ezen feszültségek eloszlásának jellege sok tényezőtől függ (a hegesztett kötés geometriai méretei, hegesztési mód stb.). A hegesztett elemek vastagságától függően a hegesztett kötésben sík vagy térfogati feszültségi állapot léphet fel.
Kis vastagságú hegesztéskor általában síkfeszültségi állapot lép fel. Az ilyen feszített állapot összetevőit hosszirányú (a varrat tengelye mentén ható) és keresztirányú (a varrat tengelyére merőlegesen ható) komponenseknek szokás nevezni.
Az alábbiakban diagramok láthatók a maradó feszültségek eloszlására jellemző hegesztett kötésekben. Meglehetősen széles, kis vastagságú lemezek tompahegesztésénél a maradó feszültségek eloszlásának jellegét a jobb oldali ábra mutatja. Amint látható, a maradó hosszirányú feszültségek egyenetlenül oszlanak el a keresztmetszetben a szélesség mentén. A húzófeszültségek a hegesztési varratban és a szomszédos zónában, míg a nyomófeszültségek a szelvény többi részén hatnak. Ezenkívül a hegesztési zónában a maximális feszültségek általában elérik a fém folyáshatárának (σt) értékével megegyező értéket. Így hosszanti irányban egy tompahegesztett kötésben két zóna különíthető el: a húzófeszültségek hatászónája és a nyomófeszültségek hatászónája.
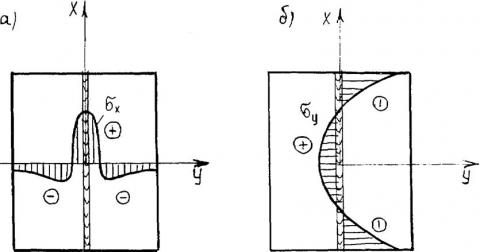
A keresztirányú feszültségek is egyenetlenül oszlanak el. A középső részen húzófeszültségek, a végszakaszokon nyomófeszültségek keletkeznek. A maximális feszültségek σ y nagysága a varrat hosszától függ, és általában nem haladja meg a 0,3 σ t, ezért ezeket nem mindig veszik figyelembe.
Nagy vastagságú lemezek tompahegesztése esetén térfogati feszültség lép fel.
Amint azt a vizsgálatok és a hegesztett szerkezetek visszamaradó feszültség alatti üzemeltetésével kapcsolatos tapasztalatok kimutatták, maradvány hegesztési feszültségek ne befolyásolja a szilárdságot, ha a termék anyaga kellően képlékeny, ami a legtöbb fémre jellemző. Változó terhelés hatására a visszamaradó hegesztési nyomófeszültségek növelik a kifáradási szilárdságot, a húzófeszültségek pedig a koncentrációjuk helyén az üzemi feszültségekkel összeadva jelentősen csökkentik a kifáradási tönkremenetelekkel szembeni ellenállást.
Mivel az igénybevételek nem fizikai mennyiségek, közvetlen meghatározása nem lehetséges. Meghatározhatók tetszőleges fizikai mennyiség mérésével, amely a feszültséghez kapcsolódik egy számított függéssel. Ilyen mennyiség lehet rugalmas lineáris változás, azaz. deformáció. A feszültség és a rugalmas alakváltozás kapcsolatát a Hooke-törvény írja le. A feszültségmérés fogalmát tehát úgy kell érteni, mint a deformáció mérésével (ez az ún mechanikus módszer. Vannak más módszerek is, például optikai, magneto-elasztikus, ultrahangos stb.). Következésképpen minden a rugalmas alakváltozás mérésén múlik a megfelelő típusú feszültségi állapot irányában. Lineáris - egy irányban, lapos - kettőben, térfogati - háromban.

