Zdravo. Danas ću vam pričati o kako se HDPE cijevi zavaruju pri izgradnji kućanskih i industrijskih cjevovoda. Tema je od velikog interesa, jer polietilenske cijevi niske gustoće postaju sve traženije zbog pristupačne cijene, velike čvrstoće i dugog vijeka trajanja.
Metode zavarivanja
Je li moguće napraviti kvalitetno zavarivanje HDPE cijevi vlastitim rukama? Moguće je, ali pod jednim uvjetom: tijekom instalacije mora se koristiti posebna oprema.
Radovi zavarivanja se izvode na dva načina:
- Čeoni spoj - elementi koji se spajaju zagrijavaju se do temperature taljenja na krajevima i spajaju pod pritiskom;
- Koristi se elektrozavarena spojka koja se stavlja na spojene krajeve i topi.
U odnosu na regije sa seizmičkom aktivnošću, preporučljivo je koristiti elektrofuzijske spojke koje osiguravaju spojeve visoke čvrstoće. Sučeono zavarivanje je manje izdržljivo, ali je u ovom slučaju cijena gotovog rezultata znatno niža.
Razmotrimo svaku od ovih metoda detaljnije.
Prvi način: čelno zavarivanje polietilenskih cijevi
Moderna oprema za čeono zavarivanje HDPE cijevi sastoji se od sljedećih elemenata:
- okvir (centrator) služi za fiksiranje spojenih cijevi u traženom položaju;
- trimer (trim) je neophodan za obradu spojenih krajeva;
- grijaći element se koristi za zagrijavanje krajeva do točke taljenja;
- hidraulička jedinica pokreće cijevi koje treba spojiti i osigurava optimalnu nepropusnost spojeva.
![]()
- Rastavljamo centralizator, oslobađajući prostor za cijevi (spojni dijelovi), za to uklanjamo pričvrsne kopče;

- Spojene dijelove ugrađujemo u centralizator i učvršćujemo ih u gornjem dijelu stezaljkama;
Zategnemo vijke stezaljke jednako s lijeve i desne strane. Na drugu stezaljku s kraja dajemo veću silu, dok na prvu stezaljku s kraja dajemo manju silu kako se cijev ne bi deformirala.
- Pomoću regulacijskog ventila postavljamo potrebni tlak pokretnog dijela centralizatora;
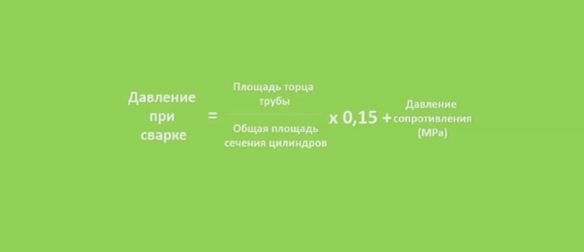
Tlak zavarivanja određuje se prema tablici koja je priložena uz opremu. Također, sljedeća formula se može koristiti za određivanje tlaka zavarivanja.
- Površinu krajeva čistimo od prljavštine i prašine pomoću posebnih maramica ili krpa bez dlačica i alkohola kao otapala;

- Ugrađujemo trimer između spojenih dijelova na okvir;
- Uključujemo hidrauliku i pomičemo spojene elemente, a zatim uključujemo trimer;
- Rastavljamo centralizator i uklanjamo ostatke plastičnih čipova iz cijevi;

- Provjeravamo usklađenost spojenih dijelova;

- Očistimo vrhove masnoće;

- Ugrađujemo grijaći element na krevet;
- Na tajmeru postavljamo vrijeme i temperaturu potrebnu za taljenje polietilenskih zidova;
Za niskotlačni polietilen, točka taljenja je najmanje +220°C.

- Uključujemo hidrauliku i dovodimo spojene elemente u grijač pod pritiskom;

- Počinjemo grijati, koje će se zaustaviti nakon što tajmer istekne;
- Nakon što se timer oglasi zvučnim signalom, isključite tlak i uklonite grijaći element;
- Spojene krajeve ponovno stavljamo pod pritisak kako bismo dobili jak i uredan šav;

- Pokrećemo mjerač vremena za hlađenje polietilena;
Hlađenje polietilena za kvalitetu šava nije ništa manje važno od samog zavarivanja. Stoga stojimo na hlađenju najmanje 7 minuta i u ovom trenutku ne ometamo ni priključak ni centralizator.
- Nakon zvučnog signala, isključite tlak, rastavite opremu i otpustite zavarenu konstrukciju.
Metoda dva: čeono zavarivanje zakrivljenih dijelova cjevovoda ekstruderom
Sada znamo kako zavariti polietilenske cijevi od kraja do kraja na ravnim rutama. Ali što učiniti ako ne trebate zavariti ravan dio rute, već, na primjer, napraviti zavoj pod kutom od 45 stupnjeva? U ovom slučaju za zavarivanje HDPE cijevi koristi se posebna oprema - ekstruder.
Upute za zavarivanje su sljedeće.

Pogledajmo pobliže korake navedene na dijagramu.
- Pomoću nožne pile izrezali smo krajeve cijevi pod potrebnim kutom;

- Odstranjujemo strugotine i odrežemo neravnine, nakon čega obrišemo površine koje se spajaju krpom natopljenom alkoholom.

- Dijelovi koji se spajaju polažu se na ravnu površinu, spajaju jedni s drugima pod pravim kutom i drže se ručno;

- Na ekstruderu postavljamo temperaturu taljenja granula (+220 ° C);

- Zatim, ekstruderom, izrađujemo kvačice na spoju cijevi;

- Nakon što su držači napravljeni, čekamo 5-7 minuta da se plastika ohladi;

- Nanosimo plastiku po cijelom opsegu dijelova koji se zavaruju;

- Nakon nanošenja plastike, ostavljamo strukturu da se hladi 7 minuta, nakon čega se zavarivanje smatra završenim.
Ako pri nanošenju plastike iz ekstrudera šav nije vrlo uredan, može se obrezati nožem na kraju zavarivanja.
Sada nekoliko riječi o snazi zavara. U smislu pokusa, nakon što se plastika ohladila, izvršena je deformacija sklopljene grane.

Instalater je svojom težinom pritiskao područje šava sve dok poprečni presjek okruglih cijevi nije postao ovalan. Naravno, slični eksperimenti sa čeono zavarenim cijevima zagrijavanjem krajeva će pokazati manju čvrstoću šava.
Treći metod: elektrofuzijsko zavarivanje
Pregled metoda za spajanje polietilenskih cijevi bio bi nepotpun bez uporabe elektrofuzijskih spojnica. Danas ova metoda postaje sve raširenija zbog visoke čvrstoće i trajnosti gotovog rezultata.
Metoda je primjenjiva kako u izgradnji cjevovoda u zatvorenim prostorima, tako i pri radu na terenu. Značajan nedostatak ove metode je visoka cijena spojnica. S druge strane, takav je trošak opravdan visokom izvedbom veze.
Upute za spajanje pomoću električne spojnice nalaze se u sljedećoj tablici.

Razmotrimo gore navedene točke detaljnije.

- Susloni krajevi se režu posebnim rezačem cijevi kako bi se postiglo optimalno poravnanje tijekom spajanja;

- Ručnim strugačem uklonite oksidni sloj s površine koja se nalazi uz mjesto za spajanje (oko 20 cm od kraja);

- Uklanjamo formirane strugotine pomoću istog strugača;

- Odmašćivamo vanjsku površinu cijevi i unutarnju površinu spojnice posebnim salvetama ili krpama bez dlačica natopljenim alkoholom;

- Cijevi označavamo prema veličini spojke radi lakšeg pozicioniranja u centralizatoru;

- Prema napravljenim oznakama, pričvršćujemo cijevi i spojnicu u centralizator;
Montažna konstrukcija mora biti fiksirana, ali ne deformirana. Kako okrugli presjek cijevi ne bi postao ovalan, nemojte previše zategnuti stezaljke.
Čitanje crtičnog koda
- Uključujemo uređaj i čitamo crtični kod otisnut na tijelu spojke;
Većina modernih strojeva za zavarivanje radi u poluautomatskom načinu rada. Vrijeme zagrijavanja i hlađenja spojke postavlja se u procesu čitanja podataka šifriranih u crtični kod. Bez čitanja koda, stroj neće započeti zavarivanje.
- Nakon čitanja koda, započinjemo proces zavarivanja, nakon čega uređaj obavještava zvučnim signalom;
- Na kraju procesa zavarivanja detektiramo 7 minuta, nakon čega se hlađenje polietilena može smatrati završenim;
- Rastavljamo stezaljke na centralizatoru i oslobađamo opremu ispod mjesta lemljenja.
Ovaj priručnik može poslužiti kao vodič za površno upoznavanje s HDPE procesorima za zavarivanje cijevi. Za najbolje rezultate, slijedite upute proizvođača koje dolaze sa strojem i spojnicom.
Zaključak
Dakle, sada znate kako kombinirati polietilenske cijevi u jednu cjelinu. Ima li još pitanja? Pitajte ih u komentarima uz tekst. Osim toga, preporučujem da pogledate video u ovom članku.
31. srpnja 2016Želite li izraziti zahvalnost, dodati pojašnjenje ili prigovor, pitati nešto od autora - dodajte komentar ili zahvalite!



