હાલમાં, પોલિઇથિલિન પાઈપોનો ઉપયોગ વિવિધ પ્રકારના પાણી પુરવઠા નેટવર્કના સમારકામ અને બાંધકામ બંને માટે થાય છે, અને ડિઝાઇન પ્રક્રિયામાં પોલિઇથિલિન પાઈપોનું વિશ્વસનીય જોડાણ કરવું હિતાવહ છે. આવા પાઈપોમાં ઘણા નોંધપાત્ર ફાયદા છે:
- લાંબી સેવા જીવન;
- સ્વીકાર્ય કિંમત શ્રેણી;
- સ્થાપનની સરળતા.
આ તે છે જે તેમને ખૂબ લોકપ્રિય બનાવે છે. આજની તારીખે, તે જાણીતું છે કે પોલિઇથિલિન પાઈપોને કેવી રીતે સોલ્ડર કરવી, તેમજ પોલિઇથિલિન પાઈપોને કનેક્ટ કરવા માટેના અન્ય ઘણા વિકલ્પો. તે બધાની ચર્ચા આ લેખમાં કરવામાં આવશે.
પોલિઇથિલિન પાઈપો: તેમનું જોડાણ
પાણી પુરવઠા નેટવર્ક્સ ઇન્સ્ટોલ કરતી વખતે પોલિઇથિલિન પાઈપોને પાણીના શટ-ઑફ વાલ્વ સાથે અને એકબીજા સાથે કનેક્ટ કરવાનો પ્રશ્ન ઊભો થાય છે.
તેથી, પોલિઇથિલિન પાઈપોના જોડાણો, તેમના કાર્યાત્મક હેતુના આધારે, બે જૂથોમાં વહેંચાયેલા છે:
- અલગ પાડી શકાય તેવું- ઓપરેશનલ સમયગાળા દરમિયાન તેઓને તોડી શકાય છે:
- ઘણી વખત અલગ કરી શકાય તેવું જોડાણ તેનો ઉપયોગ કરીને બનાવવામાં આવે છે ફ્લેંજ કનેક્શન, એટલે કે, પરંપરાગત સ્ટીલ ફ્લેંજનો ઉપયોગ કરતી વખતે.
- પરંતુ કોલેટ કનેક્શનનો ઉપયોગ કરીને હાથ ધરવામાં આવે છે કમ્પ્રેશન ફિટિંગનાના પાઇપ વ્યાસ માટે.
- એક ટુકડો - ઓપરેશન દરમિયાન ડિસએસેમ્બલીની જરૂર નથી. પોલિઇથિલિન પાઈપોનું કાયમી જોડાણ આનો ઉપયોગ કરીને કરવામાં આવે છે:
- બટ વેલ્ડીંગ;
- સોકેટ વેલ્ડીંગએમ્બેડેડ ઇલેક્ટ્રિક હીટર સાથે (ઇલેક્ટ્રોફ્યુઝન ક્લચ સાથે વેલ્ડીંગ).
અમે દરેક પ્રકારના કનેક્શનને હાથ ધરવા માટેની તકનીક રજૂ કરીએ છીએ.

ગરમ સાધનનો ઉપયોગ કરીને બટ્ટ વેલ્ડીંગ
આ ઇન્સ્ટોલેશન તકનીકનો ઉપયોગ 63 મીમી અથવા વધુના વ્યાસ સાથે પોલિઇથિલિન પાઈપોની સ્થાપના માટે ઘણા વર્ષોથી કરવામાં આવે છે.

તેથી, પોલિઇથિલિન પાઈપોને કેવી રીતે કનેક્ટ કરવી તે ધ્યાનમાં લો:
- જોડવાના ભાગો અને/અથવા પાઈપોના છેડા બટ વેલ્ડીંગ મશીનના સેન્ટ્રલાઈઝરમાં સ્થાપિત થાય છે. પાઈપોના છેડા, ફિક્સિંગ અને લેવલિંગ પછી, સ્વચ્છ સુતરાઉ કાપડથી ધૂળ અને ગંદકીથી સાફ કરવામાં આવે છે. તે પછી, ફેસિંગ ડિવાઇસનો ઉપયોગ કરીને વેલ્ડિંગ કરવાની સપાટીઓ યાંત્રિક પ્રક્રિયાને આધિન છે.
- એક સમાન ચિપ પ્રાપ્ત કર્યા પછી, જેની જાડાઈ 0.5 મીમી કરતા વધુ નથી, સામનો ઉપકરણ દૂર કરવામાં આવે છે અને પાઈપોની પરસ્પર સમાંતરતા તપાસવામાં આવે છે. જો વેલ્ડિંગ કરવાની સપાટીઓ વચ્ચે અંતર હોય, જે સ્વીકાર્ય મૂલ્ય કરતાં વધી જાય, તો ટ્રિમિંગ ઑપરેશન પુનરાવર્તિત થાય છે.
- તે પછી, જોડવાના ભાગોના છેડા અને/અથવા વેલ્ડીંગ કરવા માટેના પાઈપોને સપાટી પર નોન-સ્ટીક કોટિંગ સાથે હીટિંગ ટૂલનો ઉપયોગ કરીને ગરમ કરવામાં આવે છે. હીટિંગ પૂર્ણ થયા પછી અને વેલ્ડિંગ કરવાની સપાટીના છેડા ઓગળવામાં આવે છે, તે વિભાજિત થાય છે, અને હીટિંગ તત્વ વેલ્ડિંગ ઝોનમાંથી દૂર કરવામાં આવે છે.

- વેલ્ડિંગ કરવાની સપાટીઓ ટૂંકા ગાળા માટે બંધ થાય છે, અને પછી તેઓ ક્લેમ્પિંગ દબાણને જરૂરી મૂલ્ય સુધી સમાનરૂપે વધારવાનું શરૂ કરે છે. આ દબાણ સાથે વેલ્ડેડ સીમ જરૂરી સમયગાળાનો સામનો કરે છે જે દરમિયાન સંયુક્ત ઠંડુ થાય છે.
પ્રો ટીપ:
ઊંચાઈ, પહોળાઈ, રચાયેલી સીમ અને બરના દેખાવ દ્વારા, કોઈ પણ નક્કી કરી શકે છે કે વેલ્ડેડ સંયુક્ત કેટલી ઉચ્ચ ગુણવત્તાની છે.
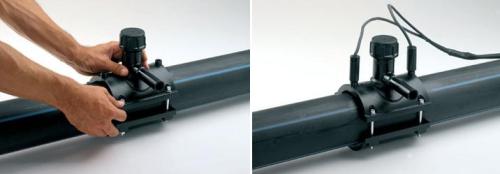
ઇલેક્ટ્રોફ્યુઝન કનેક્શન
જરૂરી સાધનો

આ જોડાણ ઇલેક્ટ્રિક કપ્લીંગનો ઉપયોગ કરીને બનાવવામાં આવે છે, એટલે કે, એમ્બેડેડ ઇલેક્ટ્રિક હીટિંગ તત્વો સાથે પોલિઇથિલિન પાઈપોને કનેક્ટ કરવા માટેનું જોડાણ. આ કનેક્શન 16 એટીએમ સુધી પહોંચતા દબાણ માટે રચાયેલ છે.
ઈલેક્ટ્રોફ્યુઝન જોઈન્ટને બટ વેલ્ડીંગ કરતાં આર્થિક રીતે વધુ ખર્ચાળ ગણવામાં આવે છે. જો કે ઉચ્ચ અવરોધની સ્થિતિમાં, બટ વેલ્ડીંગ માટે બનાવાયેલ વિશાળ ઉપકરણ મૂકવાની સંભાવનાની ગેરહાજરીમાં, તે ઇલેક્ટ્રોફ્યુઝન વેલ્ડીંગ છે જે અનિવાર્ય બની જાય છે.
સૌથી વધુ લોકપ્રિય એ એક સરળ ઇલેક્ટ્રિક કપલિંગ છે જેનો ઉપયોગ બે પાઈપોને સીધા વિભાગમાં જોડવા માટે થાય છે. જોકે તેમની સાથે સેડલ બેન્ડ, ઈલેક્ટ્રિક ટી વગેરેનો ઉપયોગ કરવામાં આવે છે.
તે જોડાણો કે જે ઇલેક્ટ્રિક કપ્લીંગનો ઉપયોગ કરીને બનાવવામાં આવે છે તેનો ઉપયોગ ખાડીઓમાં પ્રવેશતા પાઈપોમાંથી ખૂબ મોટા વ્યાસની પાઇપલાઇન્સ ઇન્સ્ટોલ કરતી વખતે થાય છે.
110 મીમી સુધીના વ્યાસવાળા ઇલેક્ટ્રિક કપ્લિંગ્સ સસ્તું છે અને તેનો ઉપયોગ ઓછી માત્રામાં થાય છે - આ તે છે જે પાઇપનું ઇલેક્ટ્રિક વેલ્ડીંગ બનાવે છે જે કોઇલમાં પ્રવેશ કરે છે તે બટ વેલ્ડીંગ સાથે આર્થિક રીતે તુલનાત્મક છે.
વેલ્ડીંગ પ્રક્રિયા તકનીક
સ્લીવ્ઝ સાથે વેલ્ડીંગ પ્રક્રિયાની તકનીકને ધ્યાનમાં લો:
- અગાઉથી તૈયાર કરેલી પાઈપો અને ઈલેક્ટ્રોફ્યુઝન કપ્લિંગ્સ એક ધરી સાથે સખત રીતે સ્થાપિત થાય છે. પાઈપોની તૈયારી વેલ્ડીંગના સ્થળોએ સપાટીના સ્તરને દૂર કરીને અને દૂષકોને દૂર કરીને હાથ ધરવામાં આવે છે.

- ઉપકરણ કે જે વર્તમાન સપ્લાય કરે છે તે જોડાયેલ છે. પરિણામે, ઇલેક્ટ્રોફ્યુઝન કપ્લીંગના એમ્બેડેડ તત્વો ગરમ થાય છે, જ્યારે આસપાસની સામગ્રી ઓગળે છે.
- ઇલેક્ટ્રિક કપલિંગમાં પોલિઇથિલિન ગલનનો વિસ્તાર વધે છે, જે પાઇપની ગરમીને તેની સપાટી પર સ્થાનાંતરિત કરવાનું શક્ય બનાવે છે, જે ઓગળવાનું શરૂ કરે છે.
- ગરમ પાઇપનો વ્યાસ વધે છે, અને પોલિઇથિલિન, જે ઓગળવામાં આવે છે અને તેના વિસ્તરણની જગ્યામાં ઇલેક્ટ્રિક કપલિંગના વ્યાસ દ્વારા મર્યાદિત હોય છે, તે વેલ્ડીંગ માટે જરૂરી દબાણ મેળવે છે.
- આ ક્ષણે, તમે પાવર સાધનોને બંધ કરી શકો છો. ઈલેક્ટ્રોફ્યુઝન જોઈન્ટ, જે પહેલાથી જ એકરૂપ બની ગયું છે, તે ઠંડક માટે જરૂરી સમય પછી તૈયાર થઈ જશે.
પ્રો ટીપ:
ઉચ્ચતમ ગુણવત્તાના પાવર સાધનો સમગ્ર વેલ્ડીંગ ચક્રને સ્વતંત્ર રીતે હાથ ધરી શકે છે, વધુમાં, તે તમામ ડેટાને વિશિષ્ટ ઇલેક્ટ્રોનિક પ્રોટોકોલમાં દાખલ કરી શકે છે.
ઇલેક્ટ્રોફ્યુઝન વેલ્ડીંગના વધારાના તબક્કાઓ
જ્યારે મોટા વ્યાસ સાથે વેલ્ડીંગ પાઈપો, વધારાની હીટિંગ પ્રક્રિયા ચોક્કસપણે જરૂરી રહેશે - તમારા પોતાના હાથથી પોલિઇથિલિન પાઈપો સ્થાપિત કરતી વખતે આ યાદ રાખવું જોઈએ. વોર્મ અપ આના જેવો દેખાય છે:
- કપ્લીંગને પાઇપ કનેક્શનની દરેક બાજુથી ક્રમિક રીતે વેલ્ડિંગ કરવામાં આવે છે.
- પ્રથમ, ઇલેક્ટ્રોફ્યુઝન કપ્લીંગના અડધા ભાગનું સંપૂર્ણ વેલ્ડીંગ ચક્ર પ્રથમ પાઈપો સાથે કરવામાં આવે છે. તે પછી, ઇલેક્ટ્રિક કપ્લિંગનો બીજો ભાગ બાકીના પાઇપ સાથે વેલ્ડ કરવામાં આવે છે.
- મોટા વ્યાસની ઇલેક્ટ્રોફ્યુઝન સ્લીવની દરેક બાજુએ તેની કોઇલનું સપ્લાય ઉપકરણ સાથે અલગ જોડાણ હોવું આવશ્યક છે.
અલગ કરી શકાય તેવા પ્રકારના જોડાણો
ફ્લેંજ કનેક્શન

આ જોડાણ એ અલગ કરી શકાય તેવા જોડાણોના સૌથી સામાન્ય પ્રકારોમાંનું એક છે.
કનેક્શન પોલિઇથિલિન પાઈપો માટે ફ્લેંજ બુશિંગ્સની મદદથી બનાવવામાં આવે છે, જે પોલિઇથિલિન પાઈપોના છેડા સુધી વેલ્ડિંગ કરવામાં આવે છે, તેમજ ધાતુના બનેલા કેપ ફ્લેંજ્સ.
ફ્લેંજ કનેક્શન - પોલિઇથિલિનની બનેલી પાઈપોમાંથી પાઇપલાઇન સિસ્ટમ બનાવવા માટે ઉપયોગમાં લેવાતું સૌથી સામાન્ય રીતે ઉપયોગમાં લેવાતું અલગ કરી શકાય તેવું જોડાણ.
કમ્પ્રેશન ફીટીંગ્સ
કમ્પ્રેશન ફીટીંગ્સ (કોલેટ કમ્પ્રેશન, કમ્પ્રેશન ફીટીંગ્સ) નો ઉપયોગ નાના વ્યાસ (50 મીમી કરતા ઓછા) ના પાઈપો માટે થાય છે જ્યાં કનેક્શન પદ્ધતિઓ જેમ કે બટ વેલ્ડીંગ અને ફ્લેંજ કનેક્શન વ્યવહારીક રીતે અશક્ય અથવા આર્થિક રીતે બિનલાભકારી હોય છે.

પુશ-ઇન ક્રિમ્પ કનેક્શન્સ
આ પ્રકારનું જોડાણ 25 એટીએમ સુધીના દબાણ માટે રચાયેલ છે. આ સાંધામાં ચુસ્તતા રબરની સીલિંગ રીંગની હાજરીને કારણે અને કટ પ્લાસ્ટિક સ્લીવના દાંતને પાઇપમાં કાપવાને કારણે યાંત્રિક તાણ સામે પ્રતિકારને કારણે પ્રાપ્ત થાય છે.

વિવિધ પ્રકારના જોડાણોની અરજી
પોલિઇથિલિન પાઈપોને એકબીજા સાથે જોડતી વખતે તેમજ પોલિઇથિલિન પાઈપને કોઈ અન્ય સામગ્રીથી બનેલી પાઈપ સાથે કનેક્ટ કરતી વખતે કમ્પ્રેશન ફિટિંગનો ઉપયોગ ઘણીવાર થાય છે. તેથી, પોલિઇથિલિન પાઇપ વડે બિનઉપયોગી બની ગયેલી સ્ટીલ પાઇપલાઇનના વિભાગને બદલવાના કિસ્સામાં, કમ્પ્રેશન ફિટિંગ પોલિઇથિલિન પાઇપને મેટલ પાઇપ સાથે સફળતાપૂર્વક જોડે છે.
પોલિઇથિલિન પાઈપોને કનેક્ટ કરવાની વિવિધ પદ્ધતિઓની તુલના કરતી વખતે, ગરમ સાધન સાથે બટ્ટ વેલ્ડીંગ, પોલિઇથિલિન પાઈપોને કનેક્ટ કરવાની સૌથી સર્વતોમુખી અને અસરકારક રીત માનવામાં આવે છે. આ પદ્ધતિ પાઈપોને સીધા ફિટિંગ અથવા એકબીજા સાથે કનેક્ટ કરવાની મંજૂરી આપે છે. પાઈપો કે જે એકસાથે વેલ્ડ કરવામાં આવે છે તે કનેક્શન પહેલાંની સમાન તાકાત ધરાવે છે. તેથી, એક પાઇપલાઇન કે જે વેલ્ડિંગ કરવામાં આવી છે તેની તુલના સજાતીય પાઇપ સાથે કરી શકાય છે.

