પાઇપલાઇન્સ (સ્ટીલ) વેલ્ડ કરવાની ઘણી રીતો છે. પરંતુ ઇન્વર્ટરના દેખાવએ બધી રીતે દબાણ કર્યું, અને હવે આ ઉપકરણ દ્વારા રોજિંદા જીવનમાં પાઈપોનું વેલ્ડિંગ હાથ ધરવામાં આવે છે. પ્રથમ, તે વેલ્ડીંગ પ્રક્રિયાની સરળતા છે અને બીજું, accessક્સેસિબિલીટી અને ઉચ્ચ સલામતી. તદુપરાંત, વેલ્ડીંગ પાઈપોની તકનીકી ખૂબ જટિલ નથી, મુખ્ય વસ્તુ યોગ્ય ઉપભોક્તા યોગ્ય વસ્તુઓ તૈયાર કરવી અને પસંદ કરવી છે.

વેલ્ડીંગ પ્રક્રિયાની તૈયારી સાથે પ્રારંભ થાય છે. સૌ પ્રથમ, તે જરૂરી છે કે જેની સાથે પાઈપો વેલ્ડિંગ કરવામાં આવશે. પસંદગીના બે માપદંડ છે: તે સામગ્રી કે જેમાંથી ધાતુની લાકડી બનાવવામાં આવે છે, અને કોટિંગ લાકડીને rodાંકતી સામગ્રી છે.
વેલ્ડીંગ મેટલ પાઈપો માટે, ઓગળતા ઇલેક્ટ્રોડ્સ અને નોન-ગલનિંગનો ઉપયોગ થાય છે. પ્રથમમાં, કોર ઓગળે છે; બીજામાં, ના. બીજા કિસ્સામાં, એક અતિરિક્ત સામગ્રીનો ઉપયોગ થાય છે - એક એડિટિવ, જે પોતાને સાથે વેલ્ડ ભરે છે. પ્રેક્ટિસ બતાવે છે કે ઉપભોક્તા ઇલેક્ટ્રોડ્સવાળા પાઈપોનું વેલ્ડિંગ આજે ઘરેલું શરતોમાં વધુ વખત વપરાય છે. ફક્ત કારણ કે આ પદ્ધતિ સરળ છે.
હવે, ઇલેક્ટ્રોડ્સના કોટિંગ વિશે. ઘણી સ્થિતિઓ છે જ્યાં વિવિધ સામગ્રીનો ઉપયોગ રક્ષણાત્મક સપાટી બનાવવા માટે થાય છે.
- એસિડિક.
- રુટાઇલ એસિડ.
- સેલ્યુલોઝ.
- રુટેલ સેલ્યુલોઝ.
- મુખ્ય લોકો.
દરેક પોઝિશનના પોતાના ગુણદોષ હોય છે, તેથી, પસંદ કરતી વખતે, પાઇપલાઇન્સની વેલ્ડીંગ શરતો ધ્યાનમાં લેવી જરૂરી છે. પરંતુ તેમની વચ્ચે સાર્વત્રિક વિકલ્પ છે - આ મૂળભૂત કોટિંગવાળા ઇલેક્ટ્રોડ્સ છે. એસએસએસઆઈ, ઓઝેડએસ, છઠ્ઠી, ઇએ, એનઆઈએટી, ઓઝેડએસ અને અન્ય ઓછા જાણીતા ઇલેક્ટ્રોડ્સની આવી બ્રાન્ડ્સ આ કેટેગરીથી સંબંધિત છે. એવી ભલામણ કરવામાં આવે છે કે યુઓઆઈઆઈ ઇલેક્ટ્રોડ્સ સાથે શિખાઉ વેલ્ડર્સ વેલ્ડ પાઈપો.
તમે બે પાઈપો વેલ્ડ કરતા પહેલાં, તમારે તે સમજવાની જરૂર છે કે ત્યાં ઘણા બધા છે.
- જ્યારે બે પાઈપો એકબીજાની વિરુદ્ધ સ્થિત હોય છે.
- ઓવરલેપ સાથે, વિવિધ વ્યાસના બે પાઈપો, અથવા સમાન વ્યાસના, સામાન્ય રીતે જોડાયેલા હોય છે, ફક્ત એક જ પાઈપ વિસ્તૃત થાય છે, એટલે કે, તેનો વ્યાસ યાંત્રિક રીતે વધારવામાં આવે છે.
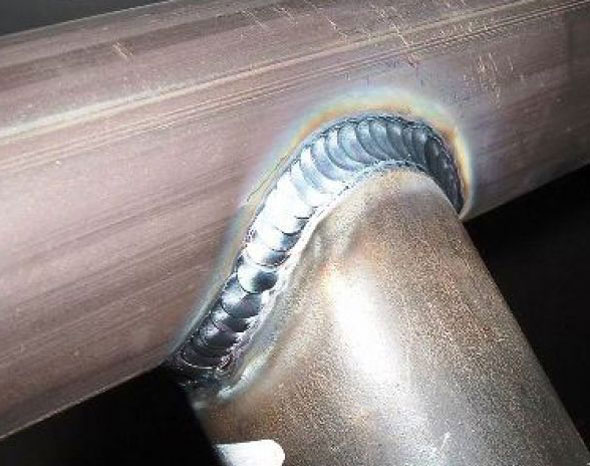
- ટી-સંયુક્ત, જ્યારે બે પાઇપલાઇન્સ કાટખૂણે વિમાનોમાં જોડાય છે.
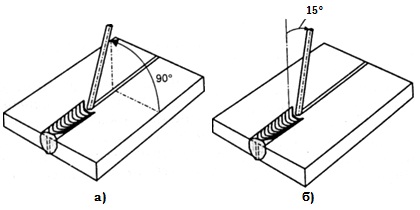
- કોણીય જોડાણ જ્યારે સંયુક્ત 90 than કરતા ઓછાના ખૂણા પર બનાવવામાં આવે છે.
માર્ગ દ્વારા, વિકલ્પ નંબર વન ખૂબ જ સરળ લાગે છે. પરંતુ તેમાં પ્રક્રિયાની જટિલતા રહેલી છે. પ્રથમ, આવી સીમ નીચલા સ્થાને રાંધવાનું વધુ સારું છે, આ તે છે જ્યારે ઇલેક્ટ્રોડ ઉપરથી કનેક્શનના સંયુક્તમાં ખવડાવવામાં આવે છે. બીજું, આખા દિવાલની જાડાઈમાં ધાતુને બાફવું જરૂરી છે.
અને કેટલીક વધુ ઉપયોગી ટીપ્સ.
- પાઈપો અને બ્રાન્ડ્સના બટ્ટ વેલ્ડીંગ માટે, 2-3 મીમીના વ્યાસ સાથે ઇલેક્ટ્રોડ્સનો ઉપયોગ કરવો શ્રેષ્ઠ છે.
- વેલ્ડીંગ મોડ, એટલે કે, ઇન્સ્ટોલ કરેલું વર્તમાનનું મૂલ્ય 80-100 એમ્પીયરની રેન્જમાં હોવું જોઈએ. જ્યારે વાળવું વેલ્ડીંગ, વર્તમાનને વધારીને 120 એ થવો આવશ્યક છે.
- વેલ્ડનું ભરણ એવું હોવું જોઈએ કે પાઇપના વિમાનથી ધાતુ 2-3 મીમી ઉપર ઉગે છે.
- (ચોરસ) નું નિર્દેશન પોઇન્ટવાઇઝ થાય છે. તે છે, પ્રથમ એક નાનો ભાગ એક બાજુ વેલ્ડિંગ કરવામાં આવે છે, પછી વિરુદ્ધ બાજુ પર, પછી પડોશી પર અને પછી વિરુદ્ધ પડોશી ભાગ પર. જેના પછી સાંધા સંપૂર્ણપણે વેલ્ડેડ થઈ ગયા છે. ધ્યેય એ છે કે પાઇપને તેના હીટિંગ દરમિયાન રેપિંગ કરતા અટકાવવી.
તમે ઇલેક્ટ્રિક વેલ્ડીંગ દ્વારા પાઈપો રાંધતા પહેલા, તેઓ તૈયાર હોવી જ જોઇએ. આ મુખ્યત્વે ધારની ચિંતા કરે છે. આ કેવી રીતે કરવું તેનો ક્રમ અહીં છે.
- પાઇપલાઇન્સના ઇન્સ્ટોલેશનની પાલન માટે ભૌમિતિક પરિમાણો તપાસવામાં આવે છે. જુદી જુદી દિવાલની જાડાઈવાળા પાઈપો ગોદી લગાવી શકે છે, જે જાડા પાઇપના પ્રવેશ વિના અથવા પાતળા બર્નિંગ તરફ દોરી શકે છે.
- પાઇપલાઇનના સંદર્ભમાં ગોળાકાર હોવું જોઈએ, અને અંડાકાર અથવા અન્ય આકાર નહીં. આ ફક્ત વેલ્ડેડ સંયુક્તની ગુણવત્તાને સુનિશ્ચિત કરશે અને પ્રક્રિયાને જ સરળ બનાવશે.
- પાઇપ દિવાલો ખામીઓથી મુક્ત હોવી જોઈએ: ક્રેક્સ, ક્રિઝ, એક્સ્ટેંશન અને તેથી વધુ.
- ધાર કાપ સીધો (90 °) હોવો જોઈએ.
- ધાર ધાતુની ચમકથી સુરક્ષિત છે (બ્રશ, એમરી કાપડનો ઉપયોગ કરીને). સાફ કરેલ વિસ્તારની લંબાઈ ધારથી 1 સે.મી.થી ઓછી હોતી નથી.
- તેલ અને ગ્રીસના ડાઘ, પેઇન્ટ દૂર કરવામાં આવે છે, અંતને કોઈપણ દ્રાવક સાથે ડિગ્રેઝ થવું આવશ્યક છે.
અને જોકે એસએસએસઆઈ ઇલેક્ટ્રોડ તરંગી નથી, એટલે કે, કાટવાળું ભાગો પણ તેમની સહાયથી ઉકાળી શકાય છે, કોઈપણ ધાતુની ખામી સીમની ગુણવત્તાને અસર કરે છે. તેથી, પાઇપલાઇનની ધાર તૈયાર કરવામાં થોડો સમય લેવો યોગ્ય છે.
સ્ટીલ પાઇપ વેલ્ડીંગ
પરિપત્ર ક્રોસ-સેક્શનના વેલ્ડીંગ પાઈપો એ સતત સીમ છે. તે છે, જો પ્રક્રિયા એક બિંદુથી શરૂ થઈ હોય, તો પછી સપાટીથી વેલ્ડિંગ થતાં ઇલેક્ટ્રોડને ફાડી નાખ્યા વિના, તેના પર સમાપ્ત થવું જોઈએ. જ્યારે એક ઇલેક્ટ્રોડ સાથે મોટા વ્યાસ (110 મીમીથી વધુ) ના વેલ્ડીંગ પાઈપ્સ, સીમ ભરવાનું અશક્ય છે. તેથી, મલ્ટિલેયર વેલ્ડીંગ લાગુ કરવું જરૂરી છે, જ્યાં પાઇપ દિવાલોની જાડાઈ દ્વારા સ્તરોની સંખ્યા નક્કી કરવામાં આવે છે. ઉદાહરણ તરીકે:
- જો દિવાલની જાડાઈ 6 મીમી છે, તો પછી ધાતુના બે સ્તરો પૂરતા છે.
- 6-12 મીમી - વેલ્ડિંગ ત્રણ સ્તરોમાં હાથ ધરવામાં આવે છે.
- 12 મીમીથી વધુ - ચાર સ્તરોથી વધુ.
ધ્યાન! મલ્ટિલેયર વેલ્ડીંગ એક આવશ્યકતા સાથે કરવામાં આવે છે. આગળનો કોટ લગાવતા પહેલા પાછલા રાશિઓને ઠંડુ થવું જોઈએ.
પાઇપલાઇન વિધાનસભા
વેલ્ડિંગ પાઈપો પહેલાં, કાર્યને સરળ બનાવવા માટે, વેલ્ડીંગ સંયુક્તને એસેમ્બલ કરવું જરૂરી છે. એટલે કે, એસેમ્બલી ડિઝાઇન મુજબ પાઈપો સ્થાપિત કરો, તેમને ક્લેમ્બ કરો જેથી તેઓ હલનચલન અથવા હલનચલન ન કરે. પછી એક ટેક બનાવવામાં આવે છે. આ તે સમયે થાય છે જ્યારે સ્પોટ વેલ્ડીંગ એક જગ્યાએ કરવામાં આવે છે, જો પાઇપલાઇન મોટા વ્યાસના ઉત્પાદનોમાંથી એસેમ્બલ કરવામાં આવે છે, તો પછી ટેક ઘણી જગ્યાએ થઈ શકે છે.
સૈદ્ધાંતિક રીતે, બધું તૈયાર છે, તમે પાઇપલાઇન રસોઇ કરી શકો છો. એવું લાગે છે કે આ વેલ્ડીંગ વિશેની વાતચીતનો અંત હોઈ શકે છે. પરંતુ વેલ્ડર્સની શરૂઆત માટે, તે ફક્ત શરૂઆત છે, કારણ કે પાઇપલાઇન્સની એસેમ્બલી સાથે સંકળાયેલ વેલ્ડીંગ પ્રક્રિયા મોટી સંખ્યામાં ઘોંઘાટ છે. અહીં તેમાંથી થોડા જ છે જેને અપનાવવાની જરૂર છે.
- 4 મીમીથી વધુની જાડાઈવાળા પાઈપો રુટ સીમથી રાંધવામાં આવે છે, આ તે છે જ્યારે ધાતુ ધાર વચ્ચેની જગ્યાને સંપૂર્ણ depthંડાઈ સુધી ભરે છે, અને જ્યારે સીમની ટોચ પર 3 મીમી highંચી રોલર બનાવવામાં આવે છે ત્યારે રોલ થાય છે.
- જ્યારે ipesભી સીમ સાથે 30-80 મીમીના વ્યાસ સાથે પાઈપોને જોડતા હોય ત્યારે, તકનીકી સીમના તળિયે સ્થાનથી થોડી અલગ હોય છે. પ્રથમ, 75% નું વોલ્યુમ ભરવામાં આવે છે, પછી બાકીની જગ્યા.
- મલ્ટિલેયર વેલ્ડીંગ ટેક્નોલ Withજી સાથે, આડી સીમ બે સ્તરોમાં રાંધવામાં આવે છે જેથી આગળની બાજુ અગાઉના એક કરતા વિરુદ્ધ દિશામાં લાગુ પડે.
- નીચલા સ્તરનો કનેક્શન પોઇન્ટ ઉપલા સ્તરના સમાન બિંદુ સાથે સુસંગત હોવો જોઈએ નહીં. કેસલ બિંદુ સીમનો અંત (પ્રારંભ) છે.
- સામાન્ય રીતે, જ્યારે વેલ્ડીંગ પાઈપો હોય ત્યારે, તે બધા સમય ચાલુ હોવી જ જોઇએ. તેઓ આ જાતે કરે છે, તેથી તમારે જાણવાની જરૂર છે કે પરિભ્રમણનો શ્રેષ્ઠ ક્ષેત્ર 60-110 ° છે. ફક્ત આ શ્રેણીમાં, સીમ વેલ્ડર માટે અનુકૂળ સ્થાને સ્થિત છે. તેની લંબાઈ મહત્તમ છે, અને આ તમને સિવેન કનેક્શનની સાતત્યને નિયંત્રિત કરવાની મંજૂરી આપે છે.
- ઘણા વેલ્ડર્સ મુજબ સૌથી મુશ્કેલ વસ્તુ, 180 by દ્વારા તરત જ પાઇપલાઇન ફેરવવી અને તે જ સમયે વેલ્ડની ગુણવત્તાનું અવલોકન કરવું છે. તેથી, આવા વળાંક સાથે, વેલ્ડીંગ તકનીકને બદલવાની ભલામણ કરવામાં આવે છે. તે છે, સીમ પ્રથમ એક કે બે સ્તરોમાં 2/3 ની depthંડાઈમાં બાફવામાં આવે છે. પછી પાઇપલાઇન 180 ° ફેરવે છે, જ્યાં સીમ કેટલાક સ્તરોમાં સંપૂર્ણ રીતે ભરાય છે. પછી ફરીથી 180 ° વળાંક આવે છે, જ્યાં સીમ સંપૂર્ણપણે ઇલેક્ટ્રોડની ધાતુથી ભરેલી હોય છે. માર્ગ દ્વારા, આવા સાંધાને રોટરી કહેવામાં આવે છે.
- પરંતુ ત્યાં નિશ્ચિત સાંધા પણ છે, આ તે છે જ્યારે પાઇપથી પાઇપ સ્થિર રચનામાં વેલ્ડિંગ કરવામાં આવે છે. જો પાઇપલાઇન આડી હોય, તો પછી તેના ભાગો વચ્ચે સંયુક્ત રાંધવું જરૂરી છે, તેને બે ભાગોમાં વહેંચવું. વેલ્ડિંગ નીચેના બિંદુ (છત) થી શરૂ થાય છે અને ટોચ પર જાય છે. તે જ રીતે, સંયુક્તનો બીજો ભાગ પણ વેલ્ડેડ છે.
અને પાઇપ વેલ્ડીંગ તકનીકીનું છેલ્લું પગલું આ છે. સ્લેગને નીચે લાવવા માટે તેને ધણ સાથે ટેપ કરવું આવશ્યક છે. પછી ઉપલબ્ધતા માટે. જો પાઇપલાઇન પ્રવાહી અથવા વાયુઓ માટે રચાયેલ છે, તો વિધાનસભા પછી, લિકને તપાસવા માટે તેમાં પાણી અથવા ગેસ દાખલ કરવામાં આવે છે.
વેલ્ડીંગ પ્રક્રિયા ખરેખર એક જવાબદાર ઘટના છે. અને ફક્ત વેલ્ડરનો અનુભવ જ પ્રથમ પ્રયાસથી અંતિમ પરિણામની ગુણવત્તાની બાંયધરી આપી શકે છે. પરંતુ અનુભવ એક ધંધો છે. અમે તમને વિડિઓ જોવા માટે steelફર કરીએ છીએ - સ્ટીલ પાઈપોને કેવી રીતે રાંધવા.
તકનીકીનું વર્ણન કરતા પહેલા, તમારે તે સમજવાની જરૂર છે કે આધુનિક પરિસ્થિતિઓમાં પાઇપ વેલ્ડિંગની કઈ પદ્ધતિઓ અસ્તિત્વમાં છે.
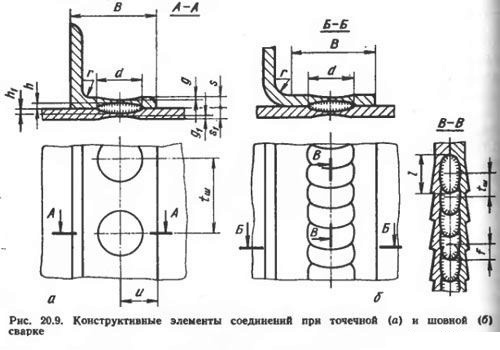
પાઈપો અને પાઇપલાઇન ભાગોના વેલ્ડેડ સાંધાના પ્રકાર.
પાઇપલાઇન્સ બટ્ટ વેલ્ડેડ છે અને તેનો ઉપયોગ ગેસ અને પ્રવાહી પૂરા પાડવા માટે થઈ શકે છે. તેઓ વિવિધ હીટિંગ તાપમાન અને દબાણ પર કાર્ય કરે છે. મુખ્ય માળખાકીય તત્વો અને વેલ્ડેડ સાંધાના પ્રકારો GOST 16038-80 દ્વારા કોપર-નિકલ અને કોપર માટે સ્થાપિત કરવામાં આવ્યા છે, સ્ટીલ પાઇપલાઇન્સ માટે GOST 16037-80. આવા સંયોજનો GOST 5264-80 U1 માં સૂચવવામાં આવ્યા છે, સ્ટીલ સ્તંભો, બીમ, ટાંકી અને ખેતરોમાં મળી શકે છે. ખાસ કરીને એન્જિનિયરિંગ સ્ટ્રક્ચર્સ, બોઇલરો, ટાંકી અને પાઇપલાઇન્સમાં જોવા મળે છે.
એક્યુટ અને ઓબ્યુટસ એંગલ પર વેલ્ડેડ સાંધા GOST 11534-75 અનુસાર કરવા જોઈએ.
આ ધોરણ મુખ્ય માળખાકીય તત્વો, પ્રકારો અને નીચા એલોય અને કાર્બન સ્ટીલ્સથી બનેલા માળખાના કદના કદના વેલ્ડિંગ સાંધા સ્થાપિત કરે છે, જે ધાતુની જાડાઈ સાથેના વપરાશના ઇલેક્ટ્રોડથી વેલ્ડિંગ દ્વારા કરવામાં આવે છે, જેમાં તમામ અવકાશી સ્થિતિમાં વેલ્ડેડ ભાગોના સ્થાન સાથે, તમામ અવકાશી સ્થિતિમાં વેલ્ડિંગ કરવામાં આવે છે. આ ધોરણની આવશ્યકતાઓનું પાલન ફરજિયાત છે.
અમે વેલ્ડેડ સાંધાના ઘણા પ્રકારોને અલગ પાડી શકીએ છીએ: કુંદો, ટી, વાળવું અને ખૂણા. સંયુક્તના પ્રકારને આધારે વેલ્ડનો પ્રકાર અલગ અલગ હોઈ શકે છે. લાક્ષણિક રીતે, એક ફાઇલલેટ વેલ્ડમાં અંતર્મુખ અથવા સપાટ હોય છે, કેટલીકવાર બહિર્મુખ સપાટી હોય છે. આવી સીમનું કદ પગ, દૃશ્યમાન અથવા ગણતરી દ્વારા વ્યાખ્યાયિત થયેલ છે. કોર્નર અને બટ સીમ્સ એકપક્ષી અને દ્વિપક્ષીય છે. કorkર્ક સીમ્સને ધાર અને કદની તૈયારીના આકાર દ્વારા અલગ પાડવામાં આવે છે. વેલ્ડિંગ માટે પાઇપ સાંધા તૈયાર કરતી વખતે તેની ધરી પર કાપેલા પાઇપના વિમાનની કાટખૂણે, બ્લuntંટિંગની માત્રા અને વેલ્ડના પ્રારંભિક ખૂણાની તપાસ કરવી જરૂરી છે.
જ્યારે વિવિધ ખૂણા પર વેલ્ડીંગ કરતી હોય ત્યારે સ્કાર્ફની heightંચાઇ અને વેલ્ડની લંબાઈ
ઇલેક્ટ્રોડનું કોણ: એ - આડી વિમાનમાં; બી- .ભી વિમાનમાં
Α 30 ના ખૂણા પર, ગુણાંક 3.73 છે;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
ઉદાહરણ તરીકે: ગુણાંક મૂલ્ય 2.41 છે જ્યારે ડી \u003d 520 મીમીના બાહ્ય વ્યાસ સાથે 45 ° ના ખૂણા પર બે પાઈપો વેલ્ડિંગ કરતી વખતે; પછી કટ scarફ સ્કાર્ફનું કદ 1253 મીમી \u003d 520 x 2.41 જેટલું હશે
સીમની લંબાઈની ગણતરી કરવા માટે, પાઇપનો બાહ્ય વ્યાસ અનુરૂપ ગુણાંક દ્વારા ગુણાકાર કરવામાં આવે છે:
α 30 ના ખૂણા પર ગુણાંક 8.86 છે;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
વેલ્ડીંગ માટેના પાઈપોની દિવાલની જાડાઈ અને તેમના ધારની setફસેટમાં તફાવત દિવાલની જાડાઈના 10% કરતા વધુ ન હોવો જોઈએ અને 3 મીમીથી વધુ ન હોવો જોઈએ. અબ્યુટીંગ તત્વોના જોડાયેલા ધાર વચ્ચે એકસમાન ક્લિયરન્સ અને 2-3 મીમી આપવી જોઈએ.
જુદી જુદી સ્થિતિમાં સીમ માટેનાં વિકલ્પો

"બોટમાં" વેલ્ડીંગ કરતી વખતે ઇલેક્ટ્રોડની સ્થિતિ: એ - સપ્રમાણ "બોટ" માં વેલ્ડીંગ; બી - અસમપ્રમાણતામાં વેલ્ડીંગ<лодочку>; માં - ઇલેક્ટ્રોડની અવકાશી સ્થિતિ
ખૂણાના સાંધા નીચલા સ્થાને બનાવી શકાય છે. ખૂણાના સાંધા "અસમપ્રમાણ હોડીમાં" અને "સપ્રમાણ બોટમાં" રાંધવામાં આવે છે. અન્ડરકટ્સ અને ધારની ઘૂસણખોરીના અભાવને ટાળવા માટે, "બોટમાં" વેલ્ડીંગ ઇલેક્ટ્રોડ સાથે હાથ ધરવામાં આવવી જોઈએ, જે ધાર પર માન્ય વિઝર સાથે છે. જો ફાઇલલેટ વેલ્ડ્સનું શૂટિંગ ફિલ્ડિંગ વલણવાળા ઇલેક્ટ્રોડથી કરવામાં આવે છે, તો વેલ્ડિંગ "બેક એંગલ" સાથે થવું જોઈએ. ઇલેક્ટ્રોડ "ત્રિકોણ" ની ટ્રાંસવ .ર હલનચલન દ્વારા સીમના મૂળમાં વિલંબ સાથે બેવલ ધાર વગર 10 મીમીથી વધુ પગવાળા કોર્નર સીમ એક સ્તરમાં બનાવવામાં આવે છે.
નીચલા સ્થાનેમાં ફletલેટ વેલ્ડ્સના લેપ સાંધાની વેલ્ડિંગ, એક સ્તરમાં ઇલેક્ટ્રોડ્સ દ્વારા ટ્રાંસવર્સ સ્પંદનો વિના 5 મીમી સુધીના વ્યાસ સાથે કરવામાં આવે છે. કોણીય જોડાણના પ્રવેશને હાંસલ કરવા માટે, મેટલની જાડાઈના આધારે મહત્તમ વર્તમાનમાં 3 મીમીના વ્યાસ સાથે ઇલેક્ટ્રોડ સાથે પ્રથમ રોલર (રુટ કોર્નર) બનાવવું જરૂરી છે.
જોડાયેલા પાઈપોને 15 - 20 મીમીની લંબાઈમાં ભેગા કરતા પહેલા, તેઓ ગંદકી, રસ્ટ, સ્કેલ અને તેલથી સાફ થાય છે. વેલ્ડનો એક અભિન્ન ભાગ ટેક્સ છે. જ્યારે વેલ્ડીંગ પાઈપો, ટેકીંગ એક વર્તુળ સાથે 4 સ્થળોએ 300 મીમી સુધીના વ્યાસ સાથે સમાનરૂપે 50 મીમી લાંબી સીમ અને દરેક mm- mm મીમીની heightંચાઇ સાથે કરવામાં આવે છે. જ્યારે 300 મીમીથી વધુની વેલ્ડીંગ પાઈપ્સ, સંયુક્તના સમગ્ર પરિઘની આસપાસ દર 250 થી 300 મીમીની બાજુમાં, ટેક વ્યાસ સમાનરૂપે મૂકવામાં આવે છે.
હાલની વેલ્ડીંગ પદ્ધતિઓ 2 જૂથોમાં વહેંચી શકાય છે. પ્રથમ જૂથમાં વેલ્ડીંગ પદ્ધતિઓ શામેલ હોવી જોઈએ જ્યારે નક્કર સ્થિતિમાં ધાતુઓ સંયુક્ત પ્લાસ્ટિકના વિરૂપમાં વેલ્ડિંગ કરવામાં આવે છે, ઘણીવાર વધારાની ગરમી સાથે. બીજા જૂથમાં જંકશન પર ઓગળવાની પદ્ધતિઓ શામેલ છે.
વેલ્ડીંગના મુખ્ય પ્રકારો

આર્ક વેલ્ડીંગ - ઇલેક્ટ્રિક આર્કનો ઉપયોગ કરીને પીગળેલા ધાતુઓનું એકબીજા સાથે જોડાણ;
- આર્ક - ઇલેક્ટ્રિક આર્કનો ઉપયોગ કરીને પીગળેલા ધાતુઓના દરેક અન્ય વચ્ચેનું જોડાણ;
- ઇલેક્ટ્રોસ્લેગ - પીગળેલા સ્લેગમાંથી પસાર થતાં પ્રકાશિત ઇલેક્ટ્રિક પ્રવાહને લીધે પ્રાપ્ત થતી ગરમીને કારણે મેટલ ગલન થાય છે;
- અલ્ટ્રાસોનિક - અલ્ટ્રાસોનિક સ્પંદનો ટ્રાન્સડ્યુસરથી કાર્યકારી ટીપ પર વેવગાઇડ સાથે ફેલાય છે. અલ્ટ્રાસોનિક વાઇબ્રેશન અને વર્ટીકલ કમ્પ્રેસિવ બળોની ક્રિયા હેઠળ, ઘર્ષણ દળો વર્કપીસમાં ઉદ્ભવે છે, જે વેલ્ડીંગ સંયુક્ત મેળવવા માટે પૂરતા છે;
- સંપર્ક - દબાણ દ્વારા. વર્કપીસ જે જોડાયેલ છે તે ઇલેક્ટ્રોડ્સથી ક્લેમ્પ્ડ છે, અને સંપર્ક ઝોનમાં વેલ્ડીંગ પ્રવાહના પ્રભાવ હેઠળ, વર્કપીસની મજબૂત ગરમી અને સંકોચન થાય છે, જેનું પરિણામ વેલ્ડીંગ સંયુક્ત છે;
- લેસર - પ્રકાશ બીમ સાથે વેલ્ડિંગ, જે ખાસ નક્કર અને ગેસ ઉત્સર્જકોમાંથી મેળવવામાં આવે છે. આવા લેસર વેલ્ડીંગ જનરેટરથી અંતરે હવામાં કરી શકાય છે. લેસર વેલ્ડિંગ લેસર બીમ દ્વારા હાથ ધરવામાં આવે છે જે મેટલને ગરમ કરે છે અને પીગળે છે. લેસર બીમની energyર્જા નાના ક્ષેત્રમાં કેન્દ્રિત છે. બીમમાં વિશિષ્ટ તરંગલંબાઇ અને આવર્તન હોય છે, જેના કારણે તે ચોક્કસપણે ઓપ્ટિકલ લેન્સ દ્વારા ધ્યાન કેન્દ્રિત કરે છે, કારણ કે બીમ લેન્સમાં રીફ્રેક્શનનો કોણ સતત છે.
લેસર વેલ્ડિંગ પ્રક્રિયા - લેસર બીમ દ્વારા ધાતુની penetંડી ઘૂંસપેંઠ - ઇલેક્ટ્રોન બીમ વેલ્ડીંગની પ્રક્રિયા જેવી જ છે. કેન્દ્રિત લેસર રેડિયેશન ધાતુની સપાટી પર કાર્ય કરે છે, અને ધાતુના ઉકળતા અને ગલનના પરિણામે, વરાળ-ગેસ ચેનલ બનાવવામાં આવે છે, જેને ગરમીનો આશરે રેખીય સ્ત્રોત માનવામાં આવે છે. આમ, ફિલર મટિરિયલ્સના વધારાના ઉપયોગ વિના લેસર વેલ્ડીંગ અંત-થી-અંત કરી શકાય છે, જે પ્રક્રિયાની ગતિ તરફ દોરી જાય છે.
લેસર વેલ્ડીંગને 2 પ્રકારોમાં વહેંચવું શ્રેષ્ઠ છે: સ્પોટ અને સીમ
લેસર વેલ્ડીંગનું વેલ્ડેડ સંયુક્ત બેઝ મેટલની મજબૂતાઇને અનુરૂપ છે, જ્યારે ત્યાં વેલ્ડેડ ઉત્પાદનોની ન્યૂનતમ વેલ્ડીંગ વિરૂપતા છે.
સ્પોટ - મોટા ભાગે માઇક્રોઇલેક્ટ્રોનિક્સમાં વપરાય છે. સ્પોટ લેસર વેલ્ડીંગનો ઉપયોગ કરીને, તમે નાના તત્વોને વેલ્ડિંગમાં ઉચ્ચ ચોકસાઈ પ્રાપ્ત કરી શકો છો. આવા વેલ્ડીંગ માટે, સ્પંદિત ઘન-રાજ્ય લેસરોનો ઉપયોગ મુખ્યત્વે થાય છે.
ચુસ્ત લેસર વેલ્ડીંગનો ઉપયોગ ચુસ્ત સંયુક્ત અને વિશ્વસનીય યાંત્રિક જોડાણ મેળવવા માટે થાય છે. સીમ વેલ્ડીંગ માટે, લેસરોનો ઉપયોગ થાય છે જે પલ્સ અથવા સતત મોડમાં કાર્ય કરે છે.
વેલ્ડિંગની ગતિ વધારે હોવાને કારણે સાંકડી ગરમીથી પ્રભાવિત ઝોનમાં લેસર વેલ્ડીંગ અન્ય પ્રકારથી અલગ છે. વેલ્ડેડ સંયુક્ત બેઝ મેટલની મજબૂતાઇને અનુરૂપ છે, જ્યારે વેલ્ડેડ ઉત્પાદનોની ન્યૂનતમ વેલ્ડીંગ વિકૃતિ છે. વેક્યુમ ચેમ્બર વિના લેસર વેલ્ડીંગ કરવામાં આવે છે. ટિટેનિયમ અને તાંબુ, કાચ, સિરામિક્સ, પ્લાસ્ટિક અને વિવિધ સંયોજનો પર આધારિત એલોય સુધીની - ઉચ્ચ કર્બન અને ઉચ્ચ-એલોય સ્ટીલ્સથી લઈને વિવિધ અવકાશી સ્થિતિમાં, મુશ્કેલ સ્થાને પહોંચવાની જગ્યાઓ પર, વિશાળ શ્રેણીના વેલ્ડિંગ શક્ય છે. આવા પ્રકારનાં જોડાણો બનાવવાનું પણ શક્ય છે કે પરંપરાગત રીતે વેલ્ડિંગ કરવું અશક્ય છે. તેથી, લેસર વેલ્ડીંગ હવે વેલ્ડીંગના કામમાં સૌથી આશાસ્પદ તકનીક કહેવા માટે પાત્ર છે.
લેસર વેલ્ડીંગ માટે, બે પ્રકારના લેસરનો ઉપયોગ થાય છે: સોલિડ-સ્ટેટ અને ગેસ

સોલિડ સ્ટેટ લેસર સર્કિટ
તેમની ઓછી શક્તિને કારણે, નક્કર-રાજ્ય લેસરો ફક્ત નાના જાડાઈના નાના ભાગોને વેલ્ડ કરી શકે છે, મોટેભાગે આ માઇક્રોઇલેક્ટ્રોનિક areબ્જેક્ટ્સ હોય છે. આધુનિક ટીવી માટે, સીલ કરેલા કેથોડ ટ્યુબ પિક્ચર ટ્યુબને વેલ્ડ કરવા માટે લેસર વેલ્ડીંગનો ઉપયોગ થાય છે. ગેસ લેસરો વધુ શક્તિશાળી હોય છે, તેઓ સામાન્ય રીતે સીઓ 2 + એન 2 + હી (વાયુઓનું મિશ્રણ) સક્રિય શરીર તરીકે ઉપયોગ કરે છે. ગેસ ડિસ્ચાર્જ ટ્યુબ દ્વારા પંપ દ્વારા સિલિન્ડરોમાંથી ગેસ પમ્પ કરવામાં આવે છે. ઇલેક્ટ્રોડ વચ્ચે વીજળીનો સ્રાવ ગેસને ઉત્તેજિત કરવા માટે વપરાય છે. ગેસ ડિસ્ચાર્જ ટ્યુબના છેડા પર અરીસાઓ મૂકવામાં આવે છે. ઇલેક્ટ્રોડ્સ પાવર સાથે જોડાયેલા છે. પાણીની વ્યવસ્થા લેસરને ઠંડક આપે છે.
સૌથી શક્તિશાળી ગેસ-ગતિશીલ લેસરો છે. કામ 1000-000 K. ના તાપમાને ગરમ ગેસનો ઉપયોગ કરે છે. ગેસો, સુપરસોનિક ગતિ સાથે, લાવલ નોઝલ દ્વારા બહાર નીકળી જાય છે, જેના પછી એડિઆબેટિક વિસ્તરણ થાય છે અને પોલાણના ક્ષેત્રમાં ઠંડક થાય છે. પછી ઉત્સાહિત કાર્બન ડાયોક્સાઇડ પરમાણુઓ energyર્જાના નીચા સ્તરે જાય છે અને સુસંગત કિરણોત્સર્ગ ઉત્સર્જન કરે છે.
લેસર વેલ્ડીંગના ફાયદા
આર્થિક બાબતો લેસર વેલ્ડીંગના ઉપયોગમાં અવરોધે છે, તકનીકી લેસરો હજી પણ ખર્ચાળ છે, તેથી લેસર વેલ્ડીંગના એપ્લિકેશનનો વિસ્તાર કાળજીપૂર્વક પસંદ થયેલ છે. જો ઉત્પાદકતામાં નોંધપાત્ર વધારો કરવો જરૂરી હોય તો લેસર વેલ્ડીંગ ખર્ચ-અસરકારક છે, કારણ કે તેની ઝડપ પરંપરાગત પદ્ધતિઓ કરતા અનેકગણી વધારે હોઈ શકે છે.
લેઝર વેલ્ડીંગમાં એવા ફાયદા છે જે અન્ય વેલ્ડીંગ પદ્ધતિઓમાં સહજ નથી.. લેસર વેલ્ડીંગ સ્થાનથી ખૂબ અંતરે સ્થિત થઈ શકે છે, જે ઘણા કિસ્સાઓમાં આર્થિક અસર આપે છે. ઉદાહરણ તરીકે, જળાશયના તળિયે નાખેલી પાઇપલાઇન્સને સુધારવા માટે, ત્યાં લેસર વેલ્ડીંગ ઇન્સ્ટોલેશન છે. પાઇપની અંદર ફરતા અરીસાવાળી એક ટ્રોલી, અને લેસર પાઇપલાઇનના વિભાગના અંતમાં સ્થિત છે, જે પાઇપની અંદર એક બીમ મોકલી છે, જે પાઇપલાઇનને સપાટી પર ઉભા કર્યા વિના લેસર વેલ્ડીંગને મંજૂરી આપે છે.
સામાન્ય રીતે, સ્ટીલ પાઈપો વેલ્ડીંગ પર માઉન્ટ થયેલ હોય છે. તે જ રીતે, પાઇપલાઇનના વિભાગો જોડાયેલા છે જો મજબૂતીકરણ ઉચ્ચ એલોય એલોયમાંથી સ્ટ્રક્ચરલ સ્ટીલ્સ અથવા પાઈપોથી બનેલું હોય. વિવિધ ધાતુઓમાં વિવિધ વેલ્ડ તકનીકીઓ અને ઇલેક્ટ્રોડ હોય છે. વેલ્ડીંગ અથવા સોલ્ડરિંગ દ્વારા, કોપર અને એલ્યુમિનિયમ તત્વો પણ જોડાયેલા છે, પરંતુ આને ખાસ આર્ગોન-આર્ક ઉપકરણની જરૂર પડશે, જે આર્ગોન ગેસ માધ્યમમાં ઇલેક્ટ્રિક ચાપ બનાવે છે, અને એલ્યુમિનિયમ અને કોપર વાયરનો ઉપયોગ ઇલેક્ટ્રોડ તરીકે થાય છે.
વેલ્ડીંગ પોલિમર પાઈપો માટે પણ યોગ્ય છે, પરંતુ આ કિસ્સામાં તે ખાસ છે - દબાણ હેઠળ થર્મલ. ફિટિંગના ઉત્પાદનમાં સમાન કમ્પાઉન્ડનો ઉપયોગ કરવામાં આવે છે જે કટ પાઇપના ટુકડાથી એસેમ્બલ કરવામાં આવે છે.
પાઈપોની કોણીય વેલ્ડીંગનું સંચાલન કરતી મુખ્ય નિયમનકારી દસ્તાવેજ GOST 16037-80 છે. વેલ્ડિંગ પાઇપલાઇન્સ માટે કોણીય જોડાણ કેટલાક પ્રકારના સાંધાની મદદથી હાથ ધરવામાં આવે છે:

સમાન નિયમો અનુસાર સ્ક્વેર પાઈપો વેલ્ડિંગ કરવામાં આવે છે.
એંગલ વેલ્ડીંગની વિવિધતા
તમામ પ્રકારની વેલ્ડીંગ, પછી ભલે તે આર્ગોન-આર્ક, ઇલેક્ટ્રિક-આર્ક અથવા ગેસ, એ હકીકતથી શરૂ થાય છે કે અંતને સમાયોજિત કરવું જરૂરી છે. તત્વો વચ્ચેનું અંતર 0.5 મીમીથી 1.5 મીમી સુધીની હોવું જોઈએ. 
બેવલિંગ વિના વેલ્ડીંગનો ઉપયોગ ફક્ત પાઈપો પર થાય છે જેના માટે દિવાલની જાડાઈ એકદમ નાની છે - 1 થી 6 મીમી સુધી. જોડાવાની પ્રક્રિયા એ સ્પોટ વેલ્ડીંગ્સ દ્વારા તત્વોને કબજે કરવાથી શરૂ થાય છે, અને પછી તેઓ પાઈપોની સ્થિતિને સુધારવાનું ચાલુ રાખે છે અને બાહ્ય ધાર સાથે સંયુક્તની રીંગ વેલ્ડ બનાવે છે.
એકતરફી અંત ધરાવતો કોણીય જોડાણ આશરે 50 ના ખૂણા પર બનેલા શેમ્ફરની હાજરી સૂચવે છે. ડબલ-બાજુવાળા વિભાગ સાથે, 30 of ના ખૂણા પર બે ચેમ્ફર્સ આવશ્યક છે. પ્રથમ કિસ્સામાં 1-2 મીમી અને બીજામાં 2-5 મીમી સુધી ગેપ માન્ય છે. તેથી, આ કિસ્સાઓમાં, તત્વોની આદર્શ ધાર મહત્વપૂર્ણ નથી. આ રીતે 2 થી 20 મીમીની દિવાલની જાડાઈ સાથે પાઈપો જોડાય છે. 
બેવલિંગ અને વિભાગ સાથેના ખૂણા વેલ્ડીંગમાં, દિવાલની જાડાઈ 6 થી 60 મીમી સુધીની હોવી જોઈએ, વિભાગની પહોળાઈ 18 થી 48 મીમી સુધીની હોવી જોઈએ. વેલ્ડ પૂલ ભરવા માટેની વિશેષ તકનીકનો ઉપયોગ કરીને આવા પરિમાણોના પાઈપો વેલ્ડિંગ કરવામાં આવે છે.
હાઉસકીપિંગની પ્રક્રિયામાં, વારંવાર કિસ્સાઓ હોય છે જ્યારે તમારે સામાન્ય પાઈપો અથવા રૂપરેખાઓમાંથી કોઈ માળખું બનાવવાની જરૂર હોય. મોટે ભાગે, આ હેતુઓ માટે, હલકો અને સ્થાપિત કરવા માટે સરળ પ્લાસ્ટિક પાઈપો, તેમજ થ્રેડેડ ફાસ્ટનર્સવાળા સ્ટીલ ઉત્પાદનોનો ઉપયોગ થાય છે. જો કે, આ લેખમાં આપણે તમારા ઘરની ગરમી અથવા અન્ય આવશ્યક સિસ્ટમો માટે પાઇપને કેવી રીતે યોગ્ય રીતે વેલ્ડ કરવું તે ધ્યાનમાં લઈશું, કારણ કે ઉપર જણાવેલ વિકલ્પો હંમેશાં સ્વીકાર્ય અને સલાહભર્યા નથી.
ઇલેક્ટ્રોડ પસંદગી
હીટિંગ પાઈપો અથવા અન્ય બંધારણો સાથે વેલ્ડીંગ કાર્ય કરવાની તમારે પ્રથમ વસ્તુ ઇલેક્ટ્રોડ્સ છે. મેળવેલ વેલ્ડ્સની વિશ્વસનીયતા અને સિસ્ટમની ચુસ્તતા જ નહીં, પણ કામગીરી કરવાની પ્રક્રિયા પણ આ ઉપભોજ્યની ગુણવત્તા પર આધારિત છે.
ઇલેક્ટ્રોડનો અર્થ એક ખાસ કોટિંગવાળી પાતળા સ્ટીલ લાકડીનો અર્થ થાય છે, જે પાઈપોના ઇલેક્ટ્રિક વેલ્ડીંગની પ્રક્રિયામાં સ્થિર ચાપ માટે પરવાનગી આપે છે, અને વેલ્ડની રચનામાં સામેલ છે, અને મેટલ ઓક્સિડેશનને પણ અટકાવે છે.

ઇલેક્ટ્રોડના વર્ગીકરણમાં કોરના પ્રકાર અને બાહ્ય કોટિંગના પ્રકારનો સમાવેશ થાય છે.
કોરના પ્રકાર દ્વારા, આવા ઇલેક્ટ્રોડ્સ છે:
- બિનઉપયોગી કેન્દ્ર સાથે. આવા ઉત્પાદનો માટેની સામગ્રી ગ્રાફાઇટ, ઇલેક્ટ્રિકલ કોલસા અથવા ટંગસ્ટન છે.
- ગલન કેન્દ્ર સાથે. આ કિસ્સામાં, વાયરનો ઉપયોગ કોર તરીકે થાય છે, જેની જાડાઈ વેલ્ડીંગના કામના પ્રકાર પર આધારિત છે.
બાહ્ય શેલની વાત કરીએ તો, બજારમાં જોવા મળતા ઘણા ઇલેક્ટ્રોડને ઘણા જૂથોમાં વહેંચવા જોઈએ.
તેથી, કવરેજ આ હોઈ શકે છે:
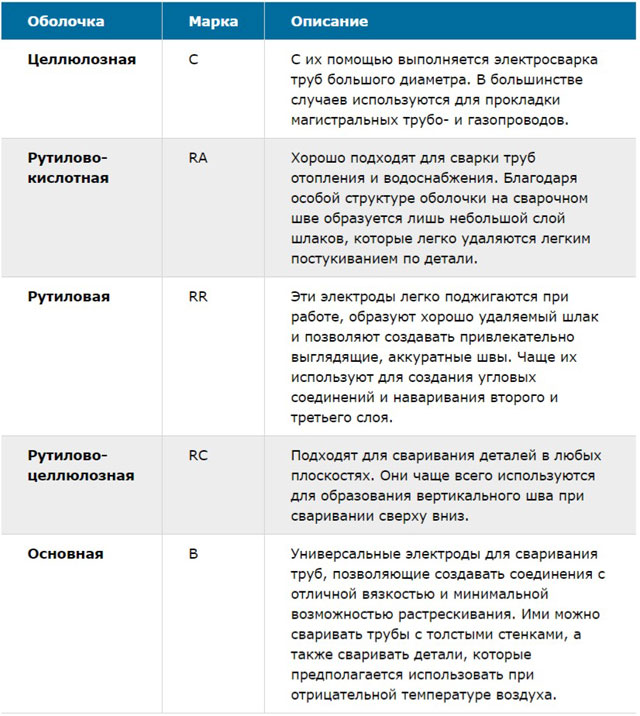
- સેલ્યુલોઝ (ગ્રેડ સી). આ ઉત્પાદનોનો ઉપયોગ મુખ્યત્વે મોટા ક્રોસ-સેક્શન પાઈપો સાથે વેલ્ડીંગ માટે થાય છે. ઉદાહરણ તરીકે, ગેસ અથવા પાણીના પરિવહન માટે પાઇપલાઇન્સની સ્થાપના માટે.
- રુટાઇલ એસિડ (આરએ). આવા ઇલેક્ટ્રોડ વેલ્ડીંગ મેટલ હીટિંગ પાઈપો અથવા પાણીના પાઈપો માટે શ્રેષ્ઠ છે. આ કિસ્સામાં, વેલ્ડ સ્લેગના નાના સ્તરથી coveredંકાયેલ છે, જે ટેપીંગ દ્વારા સરળતાથી દૂર કરવામાં આવે છે.
- રુટેલ (આરઆર). આ પ્રકારના ઇલેક્ટ્રોડ્સ ખૂબ સચોટ વેલ્ડીંગ સીમ્સ મેળવવાનું શક્ય બનાવે છે, અને ઓપરેશન દરમિયાન રચાયેલી સ્લેગ ખૂબ જ સરળતાથી દૂર થાય છે. ફાયદાકારક રીતે, આવા ઇલેક્ટ્રોડ્સનો ઉપયોગ ખૂણાના સાંધાના સ્થળોએ અથવા જ્યારે બીજા અથવા ત્રીજા સ્તરને વેલ્ડીંગમાં કરવામાં આવે છે.
- રુટેઇલ સેલ્યુલોઝ (આરસી). આવા ઇલેક્ટ્રોડ્સનો ઉપયોગ કરીને, વેલ્ડિંગ સંપૂર્ણપણે કોઈપણ વિમાનમાં કરી શકાય છે. ખાસ કરીને, તેઓ લાંબી icalભી સીમ બનાવવા માટે ખૂબ જ સક્રિયપણે ઉપયોગમાં લેવાય છે.
- મુખ્ય (બી). આવા ઉત્પાદનોને સાર્વત્રિક કહી શકાય, કારણ કે તે જાડા-દિવાલોવાળી પાઈપો, ભાગો વેલ્ડિંગ માટે યોગ્ય છે, જેનું સંચાલન નીચા તાપમાને કરવામાં આવશે. આ કિસ્સામાં, પ્લાસ્ટિકની ઉચ્ચ-ગુણવત્તાવાળી સીમ બનાવવામાં આવે છે, જે ક્રેક કરતું નથી અને સમય સાથે વિકૃત થતું નથી. આ પણ જુઓ: "".
કામ શરૂ કરતા પહેલા, અમે ભલામણ કરીએ છીએ કે તમે તમારા સાથી વેલ્ડર્સનો ઉપયોગ કરો છો તે પ્રકારનાં ઇલેક્ટ્રોડ્સ વિશે સલાહ લો. દરેક કિસ્સામાં, આ વિવિધ બ્રાન્ડ્સ હશે, કારણ કે મોટી સંખ્યામાં બ્રાન્ડ વેચાણ માટે ઉપલબ્ધ હોઈ શકે છે, અને તે શહેરથી શહેર જુદી જુદી છે.
ઇલેક્ટ્રોડ્સની કિંમત અને ગુણવત્તા વચ્ચેના સીધા સંબંધની હાજરી એ અલગથી શું નોંધવું જોઈએ. હકીકત એ છે કે સસ્તા ઉપભોક્તા વસ્તુઓ ગુણવત્તાના આવશ્યક સ્તર સાથે પાઈપોની સાચી વેલ્ડીંગને મંજૂરી આપતી નથી, તે વ્યવહારમાં વારંવાર પરીક્ષણ કરવામાં આવ્યું છે. તેથી, તમારે ખર્ચની આ આઇટમ પર બચત કરવી જોઈએ નહીં, કારણ કે પરિણામે, તેઓ વધુ વધી શકે છે.
વેલ્ડ્સ અને પાઇપ સાંધાની વિવિધતા
ઇલેક્ટ્રિક વેલ્ડીંગ દ્વારા પાઈપો કેવી રીતે રાંધવા તે ઘણી રીતો હોઈ શકે છે:
- બટ્ટને અંતે-થી-અંતમાં મૂકીને - આ કિસ્સામાં, પાઇપના ભાગો એકબીજાથી બરાબર વિરુદ્ધ છે;
- બ્રાન્ડ સાથે જોડાણ - આનો અર્થ એ છે કે પાઇપના બે ટુકડાઓ કાટખૂણે લંબાઈ પર મૂકવામાં આવે છે, "ટી" અક્ષરના સ્વરૂપમાં;
- વાળવું ફાસ્ટનિંગ - આ મૂર્ત સ્વરૂપમાં, પાઇપના ટુકડાઓમાંથી એક ભડકાય છે જેથી તે બીજા પર પહેરવામાં આવે;
- કોર્નર કનેક્શન - એટલે કે, બે ભાગો 45 ° અથવા 90 of ના ખૂણા પર મૂકવામાં આવે છે.

પાઈપોનું ઇલેક્ટ્રિક વેલ્ડીંગ કરતી વખતે, નીચેની સીમ્સ બનાવી શકાય છે:
- આડી - આ કિસ્સામાં, વેલ્ડિંગ કરવાની પાઈપો vertભી સ્થિત છે;
- icalભી - આ પાઇપના sectionભા વિભાગમાં સીમ છે;
- છત - આ કિસ્સામાં, ઇલેક્ટ્રોડ કર્મચારીના માથાની ઉપરના ભાગની નીચેના ભાગમાં મૂકવામાં આવે છે;
- નીચું - અનુક્રમે સીમ, જેના માટે તમારે નીચે વાળવાની જરૂર છે.
અમે તમારું ધ્યાન આ હકીકત તરફ દોરીએ છીએ કે સ્ટીલ પાઈપો સાથે કામ કરતી વખતે, જોડાણ બટ-ટુ-હેડ હોવું આવશ્યક છે, જેમાં ઉત્પાદનની દિવાલની જાડાઈ સાથે સંયુક્તની આવશ્યક સંયુક્ત ઉકળતા હોય છે. આ કિસ્સામાં શ્રેષ્ઠ એ છે કે નીચલા રોટરી સીમનો ઉપયોગ.

- વેલ્ડીંગનું કામ કરતી વખતે, ઇલેક્ટ્રોડને 45 ° અથવા થોડુંક ઓછા ખૂણા પર રાખવું જોઈએ, પછી પીગળેલા ધાતુ ખૂબ ઓછી માત્રામાં વેલ્ડેડ પાઇપમાં પડી જશે.
- જો તમે બ્રાન્ડ્સમાં અથવા અંતથી અંતમાં કનેક્ટ થઈ રહ્યાં છો, તો તમારે 2-3 મીમી ઇલેક્ટ્રોડ્સની જરૂર પડશે. તે જ સમયે, સિસ્ટમની વિશ્વસનીય સીલીંગ માટે વર્તમાન શક્તિ શ્રેષ્ઠતમ 80-110 એમ્પીયરની રેન્જમાં છે.
- લેપ સંયુક્તને વિશ્વસનીય રીતે વેલ્ડ કરવા માટે, વર્તમાનને વધારીને 120 એમ્પીઅર સુધી થવી જોઈએ, અને સમાન ઇલેક્ટ્રોડ્સનો ઉપયોગ કરી શકાય છે.
- વેલ્ડની મહત્તમ heightંચાઇ પાઇપની સપાટીથી 3 મીમી હોવી જોઈએ. તેની સિદ્ધિ પછી જ કાર્ય પૂર્ણ માનવામાં આવશે.
અલગ, પ્રોફાઇલ કરેલા ઉત્પાદનો પર ધ્યાન આપવું યોગ્ય છે. આવા પાઈપોનું વેલ્ડિંગ બિંદુવાર હાથ ધરવું આવશ્યક છે. આનો અર્થ એ કે પહેલા તેઓ પ્રોફાઇલની વિરુદ્ધ બાજુઓ પર બે પોઇન્ટ મેળવે છે, અને પછી બીજા બે મુદ્દાઓ પર આગળ વધે છે, અને તેથી આગળ સુધી સમગ્ર પાઇપ ગરમ થાય છે. તે પછી, તેઓ પાઇપની પરિમિતિ સાથે સતત વેલ્ડ કરવાનું શરૂ કરે છે.
ભાગો સાથે પ્રારંભિક કાર્ય
સૂચનો અનુસાર, નીચેની શરતો પૂરી કરવી આવશ્યક છે:
- ભૌમિતિક કદ.
- ગુણવત્તાના પ્રમાણપત્રની હાજરી, ખાસ કરીને, જો તે પીવાના પાણી માટેની પાઇપલાઇન છે.
- એક સંપૂર્ણ રાઉન્ડ પાઇપ આકાર - સપાટ અથવા અંડાકાર ક્રોસ-સેક્શનના રૂપમાં કોઈ અંતની ખામીને મંજૂરી નથી.
- તેમની સમગ્ર લંબાઈમાં સમાન દિવાલની જાડાઈ.
- ઉત્પાદનોની રાસાયણિક રચનાને વિવિધ સિસ્ટમો માટે રશિયન ફેડરેશનના GOSTs નું પાલન કરવું આવશ્યક છે. તકનીકી દસ્તાવેજીકરણ અથવા લેબોરેટરી પરીક્ષણોમાંથી આ માહિતી મળી છે.

તૈયારી પ્રક્રિયામાં નીચેના તબક્કાઓ શામેલ છે:
- પાઇપના અંતમાં કટની સમાનતા તપાસો - તે 90º ની બરાબર હોવી જોઈએ;
- અંતિમ ચહેરો અને તેમાંથી 10 મીમીનો વિસ્તાર મેટાલિક ચમક દેખાય ત્યાં સુધી કાળજીપૂર્વક સાફ કરવું આવશ્યક છે;
- તેલ, રસ્ટ, પેઇન્ટ્સના બધા નિશાનોને પાઇપના અંતના ચહેરા પર દૂર કરવા અને તેને ઘટાડવું જોઈએ.
કાળજી લેવાની છેલ્લી વસ્તુ સાચી અંતનું ગોઠવણી છે. ધારનો પ્રારંભિક ખૂણો 65º હોવો જોઈએ, અને બ્લૂટનેસ ઇન્ડેક્સ 2 મીમી હોવો જોઈએ. વધારાની પ્રક્રિયા જરૂરી પરિમાણો પ્રાપ્ત કરશે.
આવા કામ શેમ્ફર, ફેસ મેકર અથવા ગ્રાઇન્ડરનો દ્વારા કરી શકાય છે. મોટા વ્યાસના પાઈપો સાથે કામ કરતા વ્યવસાયિકો મિલિંગ મશીનો અથવા ગેસ અને પ્લાઝ્મા કટરનો ઉપયોગ કરે છે.
વેલ્ડિંગ પ્રક્રિયા
જ્યારે બધી પ્રારંભિક તૈયારી પાછળ હોય, ત્યારે તમે વેલ્ડીંગ લઈ શકો છો. જો તમારી પાસે આવશ્યક કુશળતા નથી, અને તમે આ પ્રકારનું કામ પહેલાં ક્યારેય કર્યું નથી, તો અમે ભલામણ કરીએ છીએ કે તમારે પ્રથમ પાઇપ્સના વધારાના ટુકડાઓ પર પ્રેક્ટિસ કરો જેથી સમગ્ર સિસ્ટમ બગડે નહીં.
ઇલેક્ટ્રિક વેલ્ડીંગની સૂક્ષ્મતા
જો રાઉન્ડ પાઈપો વેલ્ડિંગ થયેલ હોય, તો પછી તેમના પરની સીમ સતત હોવી જ જોઇએ. આનો અર્થ એ કે કામ શરૂ થતાંની સાથે જ, સતત વેલ્ડ રચાય ત્યાં સુધી તે અવરોધાય નહીં. રોટરી અને નોન-રોટરી સાંધા સાથે કામ કરવાના કિસ્સામાં, ઇલેક્ટ્રિક વેલ્ડીંગ દ્વારા હીટિંગ પાઈપોનું વેલ્ડિંગ કેટલાક સ્તરોમાં થવું જોઈએ. તેમની સંખ્યા પાઇપની દિવાલની જાડાઈ પર આધારિત હશે.

દિવાલના પરિમાણો પરના સ્તરોની સંખ્યાની અવલંબન આવી માત્રામાં વ્યક્ત કરવામાં આવે છે:
- વેલ્ડના 2 સ્તરો દિવાલોની જાડાઈ 6 મીમી સુધીની પાઈપો પર કરવામાં આવે છે;
- જો દિવાલો જાડાઈના 6-12 મીમીની અંદર વધઘટ થાય છે, તો 3 સ્તરોની જરૂર પડશે;
- અન્ય તમામ ઉત્પાદનો, દિવાલની જાડાઈ જેની તુલનાએ વધારે છે, તે સીમના 4 સ્તરોની એપ્લિકેશનની જરૂર છે.
આ ઉપરાંત, તે ઘણી મહત્વપૂર્ણ સુવિધાઓ ધ્યાનમાં લેવા યોગ્ય છે:
- કઈ ધ્રુવીયતા અને વર્તમાનને લાગુ કરવાની જરૂર છે (સતત અથવા વૈકલ્પિક) પાઈપોની દિવાલની જાડાઈ, તેમની સામગ્રી અને ઇલેક્ટ્રોડ શેલ પર આધારીત છે. બધી માહિતી ઇલેક્ટ્રોડ્સ માટેની સૂચનાઓમાં દર્શાવવી જોઈએ.
- ઇલેક્ટ્રોડ સળિયાઓની જાડાઈ વેલ્ડીંગ માટે જરૂરી વર્તમાન શક્તિને અસર કરે છે. તમે લાકડીની જાડાઈ 30 અથવા 40 દ્વારા ગુણાકાર કરીને આ સૂચકનો અંદાજ લગાવી શકો છો. તેથી તમે એમ્પીયરમાં વર્તમાનની ગણતરી કરી શકો છો અને તેને વેલ્ડીંગ સાધનો પર સેટ કરી શકો છો.
- કામની ગતિ નિયંત્રિત થતી નથી. તમારે ફક્ત ખાતરી કરવાની જરૂર છે કે આર્ક એક તબક્કે ખૂબ લાંબા સમય સુધી રહેતો નથી, નહીં તો ધાર સળગી જશે અને તમારે ફરીથી ફરી શરૂ કરવું પડશે.
તમારા કાર્યને સરળ બનાવવા માટે, ઇલેક્ટ્રિક વેલ્ડીંગથી ગેસ પાઇપ વેલ્ડીંગ શરૂ કરતા પહેલા, તમે સાંધાને ભેગા કરી શકો છો.
અમે કનેક્શન્સ એકત્રિત કરીએ છીએ
આ પ્રક્રિયા નીચેના ક્રમમાં થવી જોઈએ:
- પાઇપને કોઈ વાઇસ અથવા અન્ય ડિવાઇસમાં ઠીક કરવી જોઈએ, તેમને અંતથી અંતને જોડતા. આગળ, ઇલેક્ટ્રોડ સાથેનું જંકશન 2-3 સ્થાને લેવું આવશ્યક છે. જો તે ફક્ત 2 પોઇન્ટ છે, તો પછી તેને વર્તુળની વિરુદ્ધ બાજુઓ પર બનાવો.
- એવા કિસ્સામાં જ્યારે ફક્ત એક કનેક્શન પોઇન્ટ બનાવવામાં આવે છે, સંયુક્તનું અંતિમ ઉકાળ વિરુદ્ધ બાજુથી શરૂ થવું આવશ્યક છે.
- મહેરબાની કરીને નોંધ કરો કે 3 મીમીની અંદર દિવાલની જાડાઈવાળા પાઈપો માટે ઇલેક્ટ્રોડની જાડાઈ 2.5 મીમીથી વધુ હોવી જોઈએ નહીં.
અને વેલ્ડ તકનીકને લગતી કેટલીક વધુ ઉપયોગી માહિતી.

જો તમે પાઈપો સાથે કામ કરો છો જેની દિવાલની જાડાઈ 4 મીમીથી વધુ હોય, તો પછી તેમનું જોડાણ બે સીમ દ્વારા કરવામાં આવે છે - મૂળ, સ્ટીલની સમગ્ર જાડાઈમાંથી પસાર થવું, અને રોલ, જે 3 મીમી highંચું રોલર છે.
30-80 મીમીના ભાગ સાથે પાઈપો પર vertભી સીમ કરી રહ્યા છીએ, વેલ્ડીંગ બે પગલામાં કરવામાં આવે છે - પ્રથમ સીમ લંબાઈ બનાવો, અને પછી બીજું બધું.
જ્યારે તમે અનેક સ્તરોમાં આડી સીમ બનાવો છો, ત્યારે દરેક અનુગામી અભિગમમાં ઇલેક્ટ્રોડ વિરુદ્ધ દિશામાં આગળ વધવું જોઈએ.
વિવિધ સ્તરોમાં બનેલા સીમના અંત (કેસલ) બિંદુઓ, વિવિધ સ્થળોએ મૂકવા આવશ્યક છે.
રોટરી અને નિશ્ચિત સાંધા સાથે કામ કરો
આવા કામ કરવા માટેના નિયમોમાં નીચે મુજબ છે:
- રોવેલટરમાં સિવિલ સાંધા સરળરૂપે કરવામાં આવશે. તે ઇચ્છનીય છે કે કાર્યની ગતિ અને પદ્ધતિના પરિભ્રમણ સમાન હોય.
- ચાપ (વેલ્ડ પૂલ) સાથે ધાતુના સંપર્કનું સ્થળ, બાજુના પરિભ્રમણની વિરુદ્ધ દિશા સાથે, રોટેટરમાં સ્થાપિત પાઇપના ઉપરના બિંદુથી 30º નીચે સ્થિત હોવું જોઈએ.
- આવા કામ જાતે પણ કરી શકાય છે. આ કરવા માટે, દરેક વખતે પાઇપ 60-110º પર ફેરવવામાં આવે છે, જેથી તેની સાથે કામ કરવું અનુકૂળ હોય.
જો કે, જ્યારે તમે 180º દ્વારા પાઇપ ફેરવો ત્યારે સૌથી મુશ્કેલ કામ હશે.

આ કિસ્સામાં, વેલ્ડીંગને 3 તબક્કામાં વધુ સારી રીતે વહેંચવામાં આવે છે:
- સૌ પ્રથમ, તેઓ બાહ્ય વળાંક ત્રિજ્યા સાથે 2/4 પાઇપ વિભાગોના 1-2 સ્તરોમાં વેલ્ડિંગ કરવામાં આવે છે.
- આગળ, પાઇપ ઉથલપાથલ કરવામાં આવે છે અને સીમનો બાકીનો ભાગ વેલ્ડિંગ કરવામાં આવે છે, એક સાથે બધા સ્તરો કરે છે.
- અંતમાં, પાઇપ ફરી વળે છે અને સીમના બાકીના સ્તરો વાળવાના બાહ્ય ભાગમાં ઉમેરવામાં આવે છે.
વેલ્ડિંગ નિશ્ચિત સાંધા બે તબક્કામાં હાથ ધરવામાં આવે છે.
કાર્ય કરવાની પદ્ધતિ નીચે મુજબ છે.
- પાઇપ દૃષ્ટિની રીતે બે ભાગમાં વહેંચાયેલ હોવી જ જોઇએ. આ કિસ્સામાં સીમ બંને આડી અને icalભી અને છતને ફેરવશે.
- ઇલેક્ટ્રોડને ઉપરના બિંદુ પર સરળતાથી ખસેડતા, વર્તુળના નીચેના બિંદુથી વેલ્ડિંગ શરૂ થાય છે. તે જ રીતે, કામ વિરુદ્ધ બાજુથી હાથ ધરવામાં આવે છે.
- આ કિસ્સામાં, ચાપ ટૂંકા બનાવવામાં આવે છે, જેની લંબાઈ સમાન હોય છે elect ઇલેક્ટ્રોડ કોરની જાડાઈની.
- રોલ સીમની heightંચાઈ 2-4 મીમી સુધી પહોંચી શકે છે, તે બધા પાઇપ દિવાલની જાડાઈ પર આધારિત છે.
વેલ્ડીંગનો અંતિમ તબક્કો સાંધાનો ગુણવત્તા નિયંત્રણ છે.
કનેક્શનની વિશ્વસનીયતા તપાસો
મોટે ભાગે, તમારે વિઝ્યુઅલ નિરીક્ષણ દ્વારા વેલ્ડની ગુણવત્તા અને સિસ્ટમની જાડાઈ પર નિયંત્રણ રાખવું પડશે.
આ કરવા માટે, પ્રથમ સીમ સ્લેગથી સાફ કરવી આવશ્યક છે અને તેને હળવા ધણથી ટેપ કરવી જોઈએ. આગળ, સીમમાં પોતે ચીપ્સ, કટ અથવા તિરાડોની હાજરી, નબળી રીતે રાંધેલા ટુકડાઓ અથવા બળીને, તેમજ અન્ય ખામી માટે દૃષ્ટિની નિરીક્ષણ કરવામાં આવે છે.
સીમની જાડાઈ માપવાનું છેલ્લું પગલું છે. આ કરવા માટે, તમે માનક ઉપકરણો, તેમજ પ્રોબ્સ, નમૂનાઓ અને અન્ય ઉપકરણોનો ઉપયોગ કરી શકો છો.
મહેરબાની કરીને નોંધ કરો કે ગેસ ટ્રાન્સમિશન અથવા પાણીની વ્યવસ્થા પણ લિક માટે તપાસવી જ જોઇએ. આ કરવા માટે, દબાણ હેઠળ પ્રવાહીનું પરીક્ષણ ચલાવો.
વેલ્ડીંગ મશીન સાથે કામ કરતી વખતે સલામતીની સાવચેતી
કોઈપણ ઇલેક્ટ્રિકલ કાર્યમાં એક મહત્વપૂર્ણ મુદ્દો, જેમાં મેટલ પાઈપોના વેલ્ડીંગનો સમાવેશ થાય છે, તે સલામતીના નિયમોનું પાલન છે. જો તમે તેમની અવગણના કરો છો, તો તમે વિવિધ પ્રકારની ઇજાઓ મેળવી શકો છો, જેમ કે ત્વચા પર થર્મલ બર્ન, આર્ક ફ્લેશ, ઇલેક્ટ્રિક આંચકા અને અન્યથી રેટિનામાં બર્ન થાય છે.

તેથી, કાર્ય શરૂ કરતા પહેલા, તમારે નીચેના પગલાં ભરવા જ જોઈએ:
- વાહક વાહક અને વેલ્ડીંગ મશીન ઘટકો અવાહક હોવું જ જોઈએ;
- વેલ્ડીંગ ઉપકરણો અને અતિરિક્ત ઉપકરણોના કિસ્સામાં ગ્રાઉન્ડ થવું આવશ્યક છે;
- ઓવરઓલ્સ અને મીટન્સ સંપૂર્ણપણે સૂકા હોવા જોઈએ;
- વધારાના ઇન્સ્યુલેશન માટે ગેલોશેસ પર મૂકો અથવા નાના રૂમમાં રબર સાદડી મૂકો;
- તમારી આંખો અને ચહેરાને બચાવવા માટે, કામ કરતી વખતે રક્ષણાત્મક shાલ પહેરો.
સારાંશ
આમ, અમે વિદ્યુત ઉપકરણો પર વેલ્ડીંગ કાર્ય કેવી રીતે કરવું તે અંશત told જણાવ્યું. અલબત્ત, નોકરી સફળ થવા માટે, તમારી પાસે કેટલીક વ્યવહારિક કુશળતા હોવી આવશ્યક છે. જો કે, સામગ્રીમાં શામેલ માહિતી માટે આભાર, તમે જાણશો કે પ્રેક્ટિસ ક્યાંથી શરૂ કરવી. જો તમે અમારી ભલામણોને અનુસરો છો, તો તમે ચોક્કસપણે યોગ્ય સ્તરે મેટલ પાઈપોને વેલ્ડ કરી શકશો.
વેલ્ડિંગ મટિરીયલ્સ 2016-04-04T01: 21: 54 + 00: 00 પ્રોફાઇલ પાઈપોને કેવી રીતે વેલ્ડ કરવું
વેલ્ડીંગ સામગ્રી
વિવિધ મેટલ ફ્રેમ્સ વેલ્ડિંગ દ્વારા પ્રોફાઇલ પાઈપોથી બનાવવામાં આવે છે. ધાતુના ઉત્પાદનોનો ઉપયોગ તેમના નિર્વિવાદ ફાયદાને કારણે છે, જેમાંથી મુખ્ય વિશ્વસનીયતા, ટકાઉપણું, રચનાઓની સ્થાપના સરળતા અને વિવિધ પ્રકારના અને જટિલતાના ફ્રેમ બનાવવાની સંભાવના છે. બિલ્ડિંગ ફ્રેમ સ્ટ્રક્ચર્સના ઉત્પાદનમાં પ્રોફાઇલ પાઇપને કેવી રીતે વેલ્ડ કરવું તે આકૃતિ કરવા માટે, તમારે પાઇપ સ્ટ્રક્ચર અને વેલ્ડીંગ વિકલ્પો વિશે થોડું જ્ knowledgeાન હોવું જરૂરી છે.
પ્રોફાઇલ પાઈપો અને વેલ્ડીંગ વિકલ્પોના પ્રકાર
આ પ્રકારના મેટલ રોલિંગમાં ઘણા પ્રમાણભૂત વિકલ્પો છે જે પાઇપના કદ, વિભાગનો પ્રકાર અને ધાતુની દિવાલોની જાડાઈથી અલગ પડે છે. આ સૂચકાંકોના આધારે, એક પદ્ધતિ પસંદ કરવામાં આવે છે કે કેવી રીતે પ્રોફાઇલ પાઇપ બટ્ટને વેલ્ડ કરવું, અથવા 90 ડિગ્રી પર - આર્ક, ગેસ, સંપર્ક અથવા સ્પોટ વેલ્ડીંગ દ્વારા. વેલ્ડીંગ ઇલેક્ટ્રોડની પસંદગી, જેનો વ્યાસ પાઇપ દિવાલની જાડાઈ કરતા થોડો મોટો હોવો જોઈએ, તે પણ મહત્વપૂર્ણ છે. નિયમ પ્રમાણે, વેલ્ડિંગ પ્રોફાઇલ પાઈપો માટે, આર્ક વેલ્ડીંગ પસંદ કરવામાં આવે છે, અને જો ધાતુની દિવાલ ખૂબ પાતળી હોય, તો સ્પોટ વેલ્ડીંગ વિકલ્પનો ઉપયોગ થાય છે.
90 ડિગ્રી પર પ્રોફાઇલ પાઇપ કેવી રીતે વેલ્ડ કરવી
વેલ્ડીંગ દરમિયાન આદર્શ જમણો ખૂણો મેળવવો એ સરળ કાર્ય નથી, અને, નિયમ પ્રમાણે, ફક્ત આવા કાર્યમાં અનુભવ ધરાવતા વ્યાવસાયિકો અને તકનીકીનું કાળજીપૂર્વક નિરીક્ષણ કરવું તે કરી શકે છે.
90 ડિગ્રીના ખૂણા પર વેલ્ડિંગ ભાગોની ઘણી સૂક્ષ્મતા છે.

શરૂ કરવા માટે, પ્રોફાઇલ પાઈપો કે જેને એક સાથે વેલ્ડિંગ કરવાની જરૂર છે તે કાપી નાખવામાં આવે છે.

વેલ્ડરને કામ માટે સજ્જ સ્થાનની જરૂર હોય છે - એક સપાટ સપાટી જેથી આગળના વિમાનમાં ચકાસાયેલ જમણો ખૂણો વિકૃત ન થાય.

સમાન ખૂણાને ઠીક કરવા માટે, તમારે વધારાની વિગતોનો ઉપયોગ કરવો આવશ્યક છે - 90-ડિગ્રી એન્ગલ અથવા સ્કાર્ફ.

કોઈ ચોક્કસ તકનીકની કાળજીપૂર્વક નિરીક્ષણ કરીને, વેલ્ડીંગથી પરિચિત વ્યક્તિ સ્વતંત્ર રીતે બનાવવા માટે સક્ષમ હશે, ઉદાહરણ તરીકે, દેશનો ગ્રીનહાઉસ અથવા મેટલ ગેટ.
પ્રોફાઇલ પાઇપ બટ્ટને કેવી રીતે વેલ્ડ કરવું
પ્રોફાઇલ પાઇપનું વેલ્ડિંગ કરવું એ થોડું સરળ કાર્ય છે, અહીં તમારે કોણની ડિગ્રીને સંરેખિત અને અવલોકન કરવાની જરૂર નથી. જો કે, આપણે ભૂલવું જોઈએ નહીં કે સલામતીના તમામ ધોરણોને ધ્યાનમાં રાખીને, વેલ્ડીંગનું કામ ચોક્કસ સિદ્ધાંતો અનુસાર હાથ ધરવામાં આવવું જોઈએ.

પ્રક્રિયા પોતે ઘણા તબક્કામાં થાય છે:
- એકબીજા સાથે રચનાઓ જોડો, ફિક્સેશન માટે પોઇન્ટ સીમ લાગુ કરો.
- તે પછી, વર્કિંગ ડ્રોઇંગ્સ દ્વારા મેળવેલ ડિઝાઇનની ચકાસણી કર્યા પછી, તેને સીધું કરવું આવશ્યક છે. નિયમ પ્રમાણે, આ માટે સ્લેજેહામરનો ઉપયોગ કરવામાં આવે છે.
- રચનાના તમામ ભાગો તેમની જગ્યા લીધા પછી, સાંધા વેલ્ડિંગ થાય છે.
રચનાના વિરૂપતાને રોકવા માટે તે મહત્વપૂર્ણ છે, જે તાણને કારણે થઈ શકે છે.
બધા એક જગ્યાએ વેલ્ડીંગ માટે
ફ્રેમ મેટલ સ્ટ્રક્ચર્સ કે જેમાંથી આધુનિક ઇન્ફ્રાસ્ટ્રક્ચરની વિવિધ builtબ્જેક્ટ્સ બનાવવામાં આવે છે તે ખરીદી અને officeફિસ સેન્ટરો, ઉત્પાદનની દુકાન અને વેરહાઉસ માટે જગ્યાઓ, વહીવટી અને industrialદ્યોગિક ઇમારતો, કૃષિ સુવિધાઓ, પ્રાણીઓના ઘેટાં વગેરે છે. ઉચ્ચ ગુણવત્તાવાળા ઉપકરણો, ઉપભોજ્ય વસ્તુઓ અને તેનાથી સંબંધિત તમામ ઉત્પાદનોના ઉપયોગ વિના આ તમામ ઇમારતોની સ્થાપના અશક્ય છે. તમે અમારી સાઇટની સૂચિમાં આ બધું શોધી શકો છો.

