Hei. Tänään kerron sinulle kuinka HDPE-putket hitsataan kotitalouksien ja teollisuuden putkistoja rakennettaessa. Aihe on erittäin kiinnostava, sillä matalatiheyksisten polyeteeniputkien kysyntä on kasvamassa kohtuuhintaisten, korkean lujuuden ja pitkän käyttöiän ansiosta.
Hitsausmenetelmät
Onko mahdollista tehdä HDPE-putkien korkealaatuista hitsausta omin käsin? Se on mahdollista, mutta yhdellä ehdolla: asennuksen aikana on käytettävä erikoislaitteita.
Hitsaustyöt suoritetaan kahdella tavalla:
- Puskuliitos - liitettävät elementit kuumennetaan päistään sulamislämpötilaan ja liitetään yhteen paineen alaisena;
- Käytetään sähköhitsattua kytkintä, joka laitetaan yhdistettyihin päihin ja sulatetaan.
Seismisesti aktiivisilla alueilla on suositeltavaa käyttää sähköfuusiokytkimiä, jotka tarjoavat erittäin lujia liitoksia. Puskuhitsaus on vähemmän kestävää, mutta tässä tapauksessa valmiin tuloksen hinta on huomattavasti alhaisempi.
Tarkastellaan jokaista näistä menetelmistä yksityiskohtaisemmin.
Menetelmä yksi: polyeteeniputkien puskuhitsaus
Nykyaikaiset laitteet HDPE-putkien puskuhitsaukseen koostuvat seuraavista elementeistä:
- runkoa (keskitintä) käytetään liitettyjen putkien kiinnittämiseen vaadittuun asentoon;
- trimmeri (trimmi) on välttämätön liitettyjen päiden työstämiseen;
- lämmityselementtiä käytetään päiden lämmittämiseen sulamispisteeseen;
- hydraulinen yksikkö ohjaa yhteensopivia putkia ja varmistaa liitosten optimaalisen tiiviyden.
![]()
- Puramme keskittimen vapauttaen tilaa putkille (liitososille), tätä varten poistamme kiinnityspidikkeet;

- Asennamme liitetyt osat keskittimeen ja kiinnitämme ne yläosaan puristimilla;
Kiristämme kiristysruuvit tasaisesti sekä vasemmalla että oikealla puolella. Päästä toiseen puristimeen annamme enemmän voimaa, kun taas päästä ensimmäiseen puristimeen annamme vähemmän voimaa, jotta putki ei muotoutuisi.
- Ohjausventtiilin avulla asetamme keskittimen liikkuvan osan vaaditun paineen;
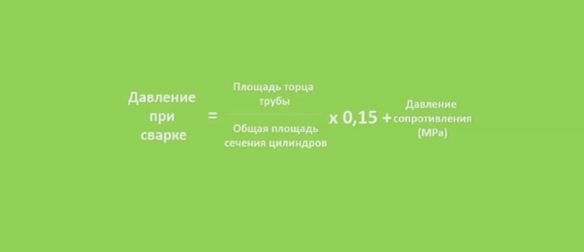
Hitsauspaine määritetään laitteen mukana toimitetun taulukon mukaan. Myös seuraavaa kaavaa voidaan käyttää hitsauspaineen määrittämiseen.
- Puhdistamme päiden pinnat lialta ja pölystä käyttämällä erityisiä pyyhkeitä tai nukkaamattomia riepuja ja alkoholia liuottimena;

- Asennamme trimmerin sänkyyn liitettyjen osien väliin;
- Kytkemme hydrauliikan päälle ja siirrämme yhdistettyjä elementtejä ja käynnistämme sitten trimmerin;
- Puramme keskittimen ja poistamme muovilastujen jäännökset putkista;

- Tarkistamme liitettyjen osien kohdistuksen;

- Puhdistamme rasvan päät;

- Asennamme lämmityselementin runkoon;
- Asetamme ajastimeen polyeteeniseinien sulatukseen tarvittavan ajan ja lämpötilan;
Matalapainepolyeteenin sulamispiste on vähintään +220°C.

- Kytkemme hydrauliikan päälle ja tuomme liitetyt elementit lämmittimeen paineen alaisena;

- Aloitamme lämmityksen, joka pysähtyy, kun ajastin loppuu;
- Kun ajastin on piippannut, sammuta paine ja poista lämmityselementti;
- Jälleen saamme liitetyt päät paineen alla saadaksemme vahvan ja siistin sauman;

- Käynnistämme ajastimen polyeteenin jäähdyttämiseksi;
Polyeteenin jäähdytys sauman laadun kannalta on yhtä tärkeää kuin itse hitsaus. Siksi seisomme jäähdytyksessä vähintään 7 minuuttia, emmekä tällä hetkellä häiritse yhteyttä tai keskusyksikköä.
- Äänimerkin jälkeen katkaise paine, pura laitteet ja vapauta hitsausrakenne.
Menetelmä kaksi: putkilinjan kaarevien osien puskuhitsaus suulakepuristimella
Nyt osaamme hitsata polyeteeniputkia päästä päähän suorilla reiteillä. Mutta mitä tehdä, jos sinun ei tarvitse hitsata suoraa reittiä, vaan esimerkiksi tehdä mutka 45 asteen kulmassa? Tässä tapauksessa HDPE-putkien hitsaukseen käytetään erikoislaitteita - suulakepuristinta.
Hitsausohjeet ovat seuraavat.

Katsotaanpa tarkemmin kaaviossa lueteltuja vaiheita.
- Leikkaamme putkien päät jiirisahalla vaaditussa kulmassa;

- Poistamme lastut ja leikkaamme purseet, minkä jälkeen pyyhimme liitettävät pinnat alkoholiin kostutetulla rievulla.

- Liitettävät osat asetetaan tasaiselle pinnalle, liitetään toisiinsa oikeassa kulmassa ja pidetään käsin;

- Suulakepuristimessa asetamme rakeiden sulamislämpötilan (+220 ° C);

- Seuraavaksi teemme ekstruuderin avulla nastat putkien risteykseen;

- Kun patatelineet on valmistettu, odotamme 5-7 minuuttia muovin jäähtymistä;

- Levitämme muovia hitsattavien osien koko kehän ympärille;

- Muovin levittämisen jälkeen jätämme rakenteen jäähtymään 7 minuutiksi, jonka jälkeen hitsaus katsotaan suoritetuksi.
Jos sauma ei ole kovin siisti ekstruuderin muovia levitettäessä, se voidaan leikata veitsellä hitsauksen lopussa.
Nyt muutama sana hitsin lujuudesta. Kokeen kannalta muovin jäähtymisen jälkeen suoritettiin kootun haaran muodonmuutos.

Asentaja painoi sauma-aluetta painollaan, kunnes pyöreiden putkien poikkileikkaus muuttui soikeaksi. Tietenkin samanlaiset kokeet päittäin hitsattujen putkien kanssa lämmittämällä päitä osoittavat sauman heikomman lujuuden.
Menetelmä kolme: sähköfuusiohitsaus
Polyeteeniputkien liitäntämenetelmien tarkastelu olisi epätäydellinen ilman sähköfuusioliittimien käyttöä. Nykyään tämä menetelmä on yleistymässä valmiin tuloksen suuren lujuuden ja kestävyyden vuoksi.
Menetelmä soveltuu sekä putkistojen rakentamiseen suljetuissa tiloissa että työskentelyssä kentällä. Tämän menetelmän merkittävä haittapuoli on kytkimien korkea hinta. Toisaalta tällainen kustannus on perusteltua yhteyden korkealla suorituskyvyllä.
Ohjeet kytkentöjen tekemiseen sähkökytkimellä ovat seuraavassa taulukossa.

Tarkastellaanpa yllä olevia kohtia yksityiskohtaisemmin.

- Pakatut päät leikataan erityisellä putkileikkurilla, jotta saavutetaan optimaalinen kohdistus telakoinnin aikana;

- Poista oksidikerros telakointialueen viereiseltä pinnalta manuaalisella kaapimella (noin 20 cm päästä);

- Poistamme muodostuneet lastut samalla kaapimella;

- Poistamme rasvan putkien ulkopinnasta ja kytkimen sisäpinnasta erityisillä lautasliinoilla tai nukkaamattomilla rievuilla, jotka on kastettu alkoholiin;

- Merkitsemme putket liittimen koon mukaan helpottaaksemme sijoittamista keskittimeen;

- Tehtyjen merkintöjen mukaan kiinnitämme putket ja liittimen keskittimeen;
Esivalmistetun rakenteen on oltava kiinteä, mutta ei muotoutunut. Älä kiristä puristimia liikaa, jotta putkien pyöreä osa ei muutu soikeaksi.
Viivakoodin lukeminen
- Käynnistämme laitteen ja luemme kytkimen runkoon painetun viivakoodin;
Useimmat nykyaikaiset hitsauskoneet toimivat puoliautomaattisessa tilassa. Kytkimen lämmitys- ja jäähdytysaika asetetaan viivakoodiin salattujen tietojen lukemisen yhteydessä. Ilman koodin lukemista kone ei aloita hitsausta.
- Kun koodi on luettu, aloitamme hitsausprosessin, jonka jälkeen laite ilmoittaa äänimerkillä;
- Hitsausprosessin lopussa havaitsemme 7 minuuttia, jonka jälkeen polyeteenin jäähdytyksen voidaan katsoa päättyneen;
- Puramme keskittimen puristimet ja vapautamme laitteet juotoskohdan alta.
Tätä käsikirjaa voidaan käyttää oppaana HDPE-putkien hitsausprosessoreiden pinnalliseen tutustumiseen. Parhaan tuloksen saavuttamiseksi noudata sekä koneen että kytkimen mukana tulevia valmistajan ohjeita.
Lähtö
Joten nyt tiedät kuinka yhdistää polyeteeniputket yhdeksi kokonaisuudeksi. Jäikö kysymyksiä? Kysy heiltä tekstin kommenteissa. Lisäksi suosittelen katsomaan tämän artikkelin videon.
31. heinäkuuta 2016Jos haluat ilmaista kiitollisuutta, lisätä selvennyksen tai vastalauseen, kysy kirjoittajalta jotain - lisää kommentti tai kiitos!



